Testing according to EN 12201-3 for Water Fittings
7.3 Requirements
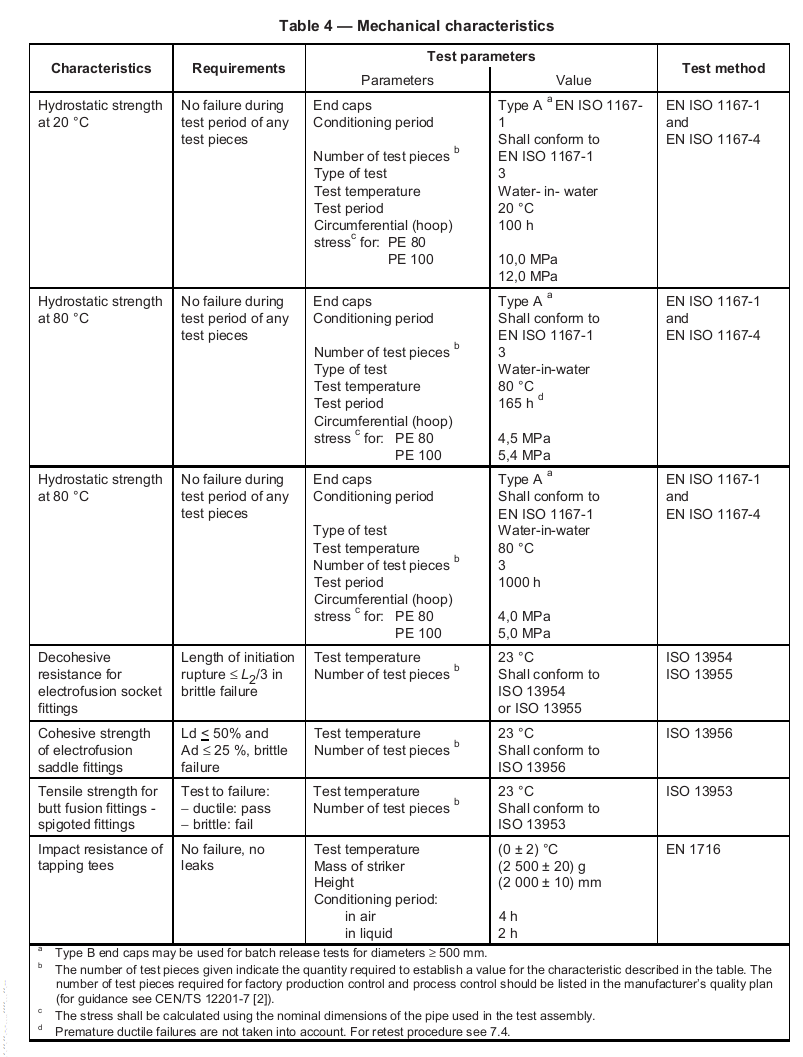
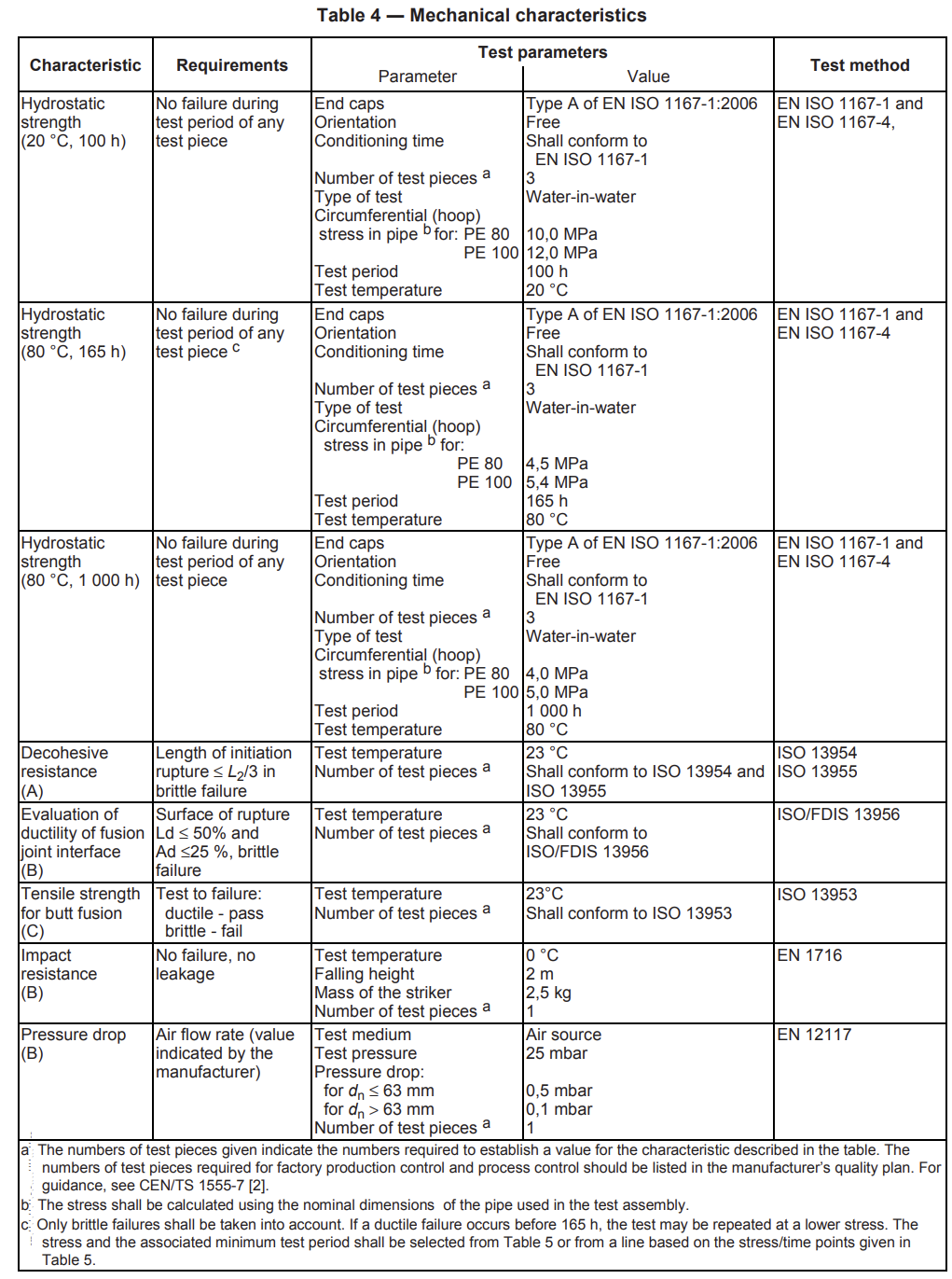
when tested in accordance with the test methods as specified in Table 4 using the parameters given in Table 4G the fitting shall have mechanical characteristics conforming to the requirements given in Table 4.
According to above table you need below equipment for the target size range of your fittings:
- Hydrostatic pressure test unit (2, 4 or 8 stations)
- Water tank 80C
- Water tank for 20C (standard water tank+chiller)
- SS304 end caps according to the target size range
- Crush test for socket fittings (Crush tester+tensile tester & special fixture)
- Cohesive strength tester for saddles
- Tensile strength tester for butt fusion fittings (tensile tester + CNC sample milling machine)
- Impact tester for tapping tees
7.3.1 Hydrostatic pressure test unit (2, 4 or 8 stations)
The pressure test unit has 3 options of 2, 4, or 8 separate pressure stations, depending on the volume of the test. The maximum pressure of 100 bar will be enough for this application.
7.3.2 Water tank 80C
Water tanks have different size ranges. Standard water tanks are used for temperatures up to 95C. For electrofusion fittings, the requested temperature is 80C.
7.3.3 Water tank for 20C (standard water tank+chiller)
for 20C tests, you need a standard water tank with a heat exchanger and a chiller unit connected to that for control the temperature at 20C. The water tank is as above 7.3.2. Chiller will be as below:

The chillers manufactured in AHP PLASTIK MAKINA have different capacities like 2, 3, 5, 7, 10 Tons of chilling. The proper size will be selected according to requested size of water tank. To see how these 3 above items (Pressure unit+water tank+chiller) will be connected together please check below video:
https://youtu.be/q7tq18XZQ1A?si=ervry4lm2FwIvAmR
7.3.4 SS304 end caps according to the target size range
End caps for this sector are type A end caps according to ISO 1167. The material for end caps is SS304. there are two types of end caps. for small sizes up to 90 or 110mm each end cap is with 3 pieces. one cap and two clamps. for big sizes of end caps bigger than 110mm, each end cap has 4 pieces. one cap, one ring, and two or four clamps.
7.3.5 Crush test for socket fittings (Crush tester+tensile tester & special fixture)
Crush test for the small size of up to 225mm socket electrofusion fittings done by hydraulic crush tester as below:
For big sizes of electrofusion sockets, test is done using a tensile tester and special fixture:

7.3.6 Cohesive strength tester for saddles
This test is done on a hydraulic crush tester with a special fixture. It is depicted on 7.3.5. Check videos on our YouTube channel.
7.3.7 Tensile strength tester for butt fusion fittings (tensile tester + CNC sample milling machine)
The tensile test is depicted in 7.3.5. CNC sample milling machine is as below:
7.3.8 Impact tester for tapping tees

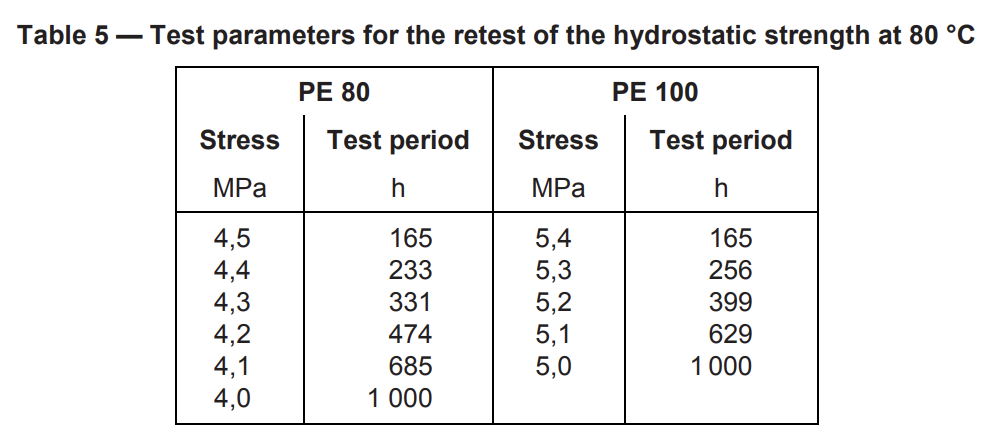
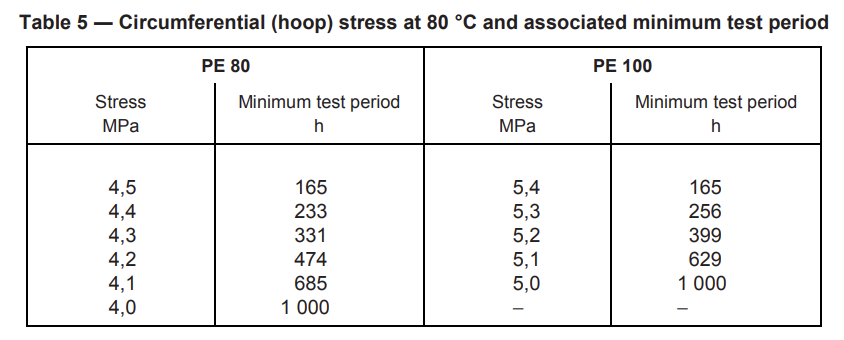
7.4 Retest in case of failure at 80 C
A fracture in a brittle mode in less than 165 h shall constitute a failure. However, if a sample in the 165 h test fails in a ductile mode in less than 165 h a retest shall be performed at a selected lower stress in order to achieve the minimum required time for the selected stress obtained from the line through the stress/time points given in Table 5.
7.5 Pressure drop
If required the manufacturer shall declare the pressure drop of a fitting for sizes up to 63 when determined in accordance with ISO 4059:1978.
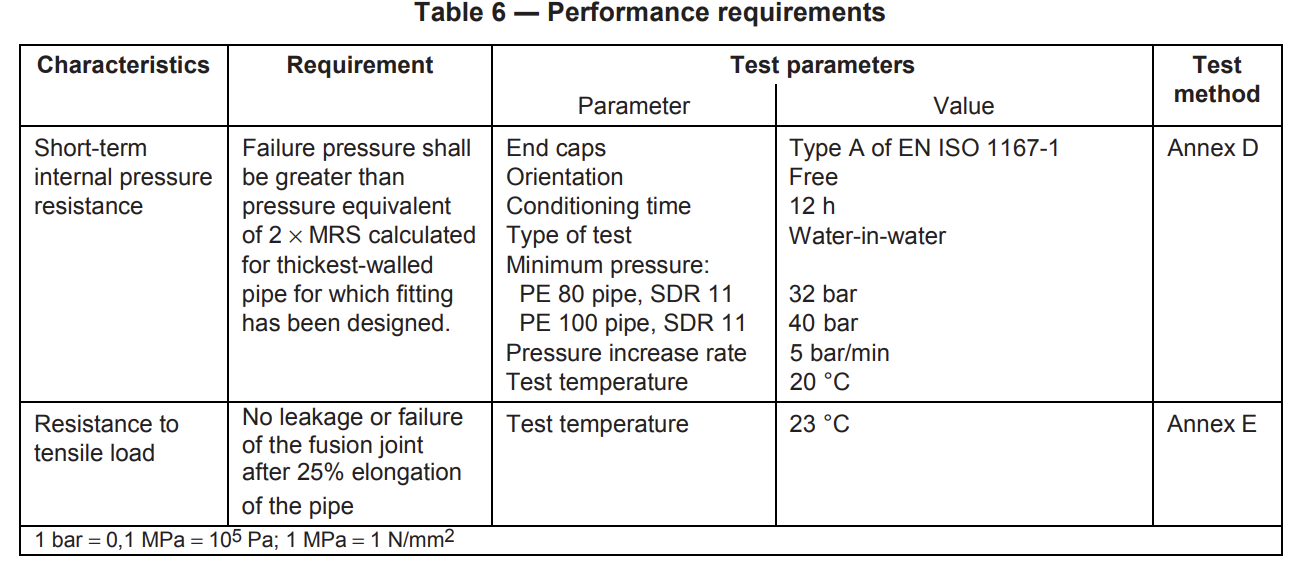
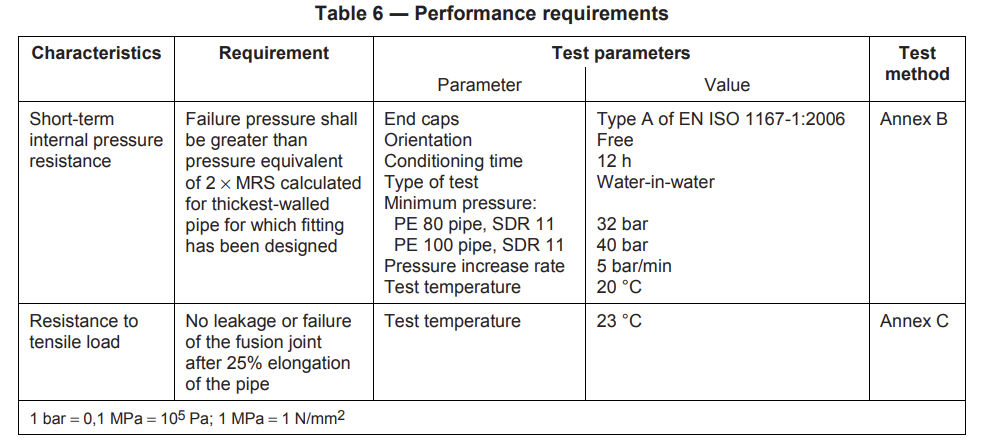
7.6 Performance requirements
When 6.2.2 b- applies electrofusion socket fittings shall also be in accordance with Table 6.
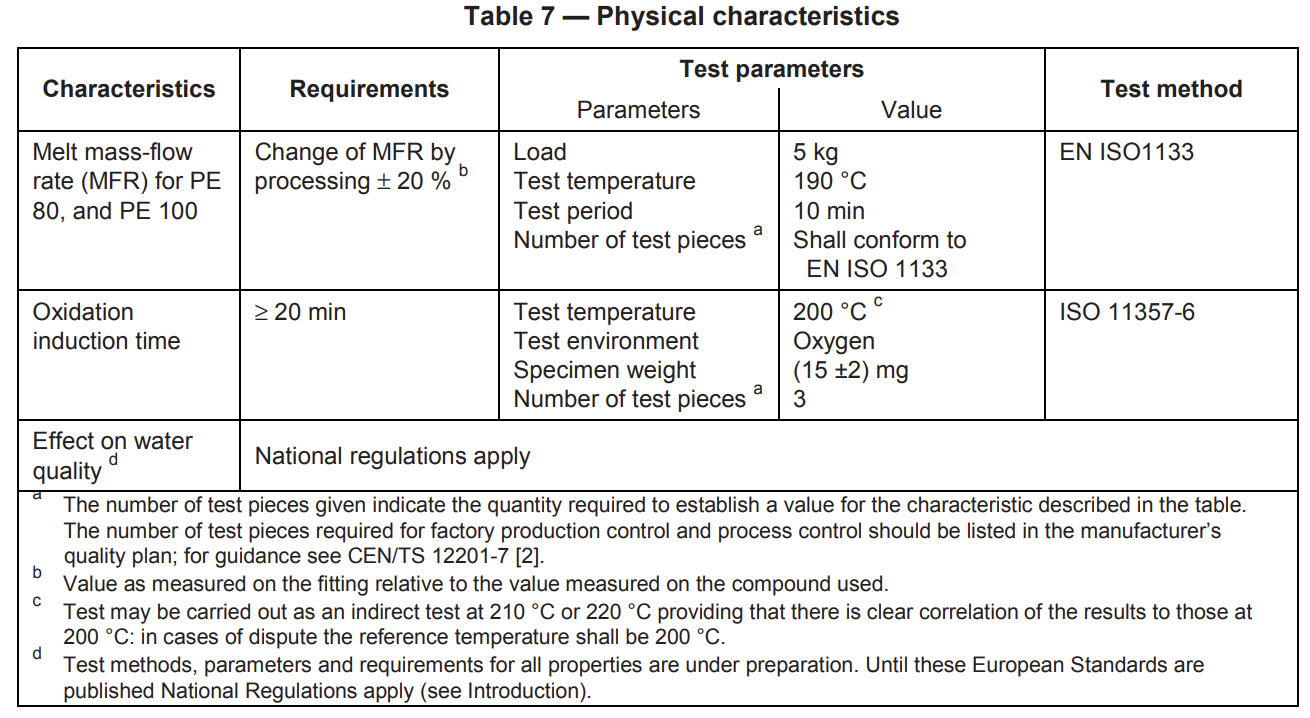
8 Physical characteristics
8.1 Conditioning
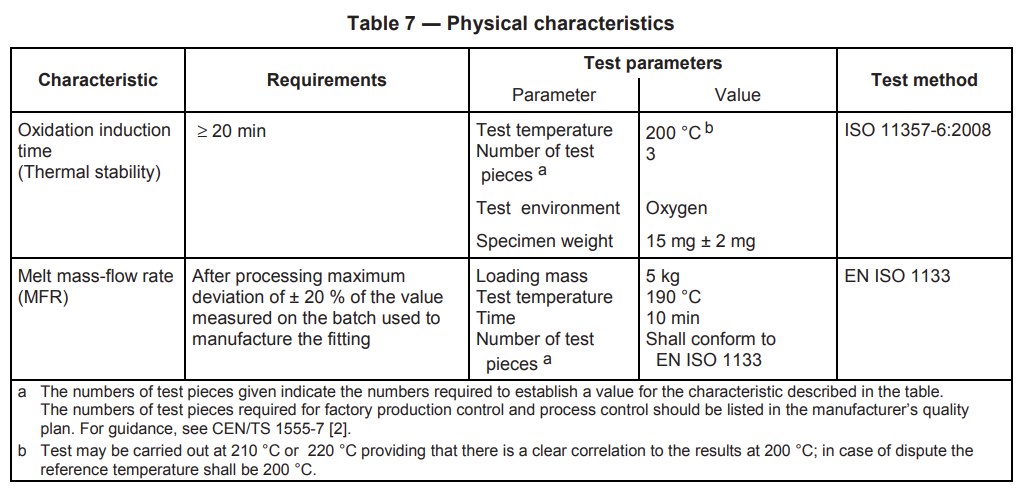
Unless otherwise specified by the applicable test method, the test pieces shall be conditioned at (23 ± 2) °C before testing in accordance with Table 7.
8.2 Requirements
When tested in accordance with the test methods as specified in Table 7 using the indicated parameters, the fittings shall have physical characteristics conforming to the requirements given in Table 7.
Testing according to EN 1555-3 for Gas Applications
7 Mechanical characteristics
7.1 General
The technical descriptions of the manufacturer shall include the following information:
a) field of application:
1) pipe and fitting temperature limits;
2) pipe series or SDRs;
3) out of roundness (ovality);
b) assembly instructions;
c) fusion instructions:
1) fusion parameters with limits;
d) data for saddles and tapping tees:
1) the means of attachment (tools and/or under clamp);
2) the need to maintain the under clamp in position in order to ensure the performances of the assembly. In the event of modification of the fusion parameters, the manufacturer shall ensure that the joint conforms to EN 1555-5.
NOTE Sample test assemblies should take account of manufacturing tolerances, assembly tolerances and ambient temperature variations at which the fittings can be used. The manufacturer should take due consideration of the recommended practices for installation of PE fittings, given in EN 12007-2:2000 [1]. Fittings shall be tested using pipes, which conform to EN 1555-2. Jointed pipe and fitting test pieces shall be assembled in accordance with the technical instructions of the manufacturer and take into account the extreme conditions of utilization described in EN 1555-5. The sample test assemblies shall take account of manufacturing and assembly tolerances. In the event of modification of the jointing parameters, the manufacturer shall ensure that the joint conforms to the requirements given in 7.2.
7.2 Requirements
Unless otherwise specified by the applicable test method, the test pieces shall be conditioned at (23 ± 2) °C before testing in accordance with Table 4.
When tested in accordance with the test methods as specified in Table 4 using the indicated parameters, the fittings shall have mechanical characteristics conforming to the requirements given in Table 4, as applicable to the following types of fitting:
(A) electrofusion socket fitting;
(B) electrofusion saddle fitting;
(C) spigot end fitting.
For mechanical fittings, the requirements of ISO 10838-1, ISO 10838-2 or ISO 10838-3, shall apply.
NOTE The ISO 10838 series of standards may be replaced by a new standard in the future.
7.3 Performance requirements
Where 6.2.2 b) applies, electrofusion socket fittings shall, additionally, be in accordance with Table 6.
8 Physical characteristics
8.1 Conditioning
Unless otherwise specified by the applicable test method, the test pieces shall be conditioned at (23 ± 2) °C before testing in accordance with Table 7.
8.2 Requirements
When tested in accordance with the test methods as specified in Table 7 using the indicated parameters, the fittings shall have physical characteristics conforming to the requirements given in Table 7.