4.2 Apparatus
4.2.1 Air oven
The test shall be carried out in an oven. The oven shall use natural air circulation.
NOTE 1 Forced or continuous air circulation is not required. Ovens fitted with air stirring mechanisms are likely to cause vibration.
The oven shall not incorporate any equipment likely to cause vibration, nor shall it include exposed heating elements. The temperature of the air shall be maintained continuously at the value specified in the relevant cable standard. The oven shall be capable of operating to
within ±2 K of the specified test temperature.
NOTE 2 The need for a temperature control to ±2 K is crucial. This is especially so if the material under test is a thermoplastic with a sharp melting point (such as some ethylene polymers) as a small temperature rise above that specified can result in a large increase in indentation.
In operation, the oven shall be located in a position free from vibration.
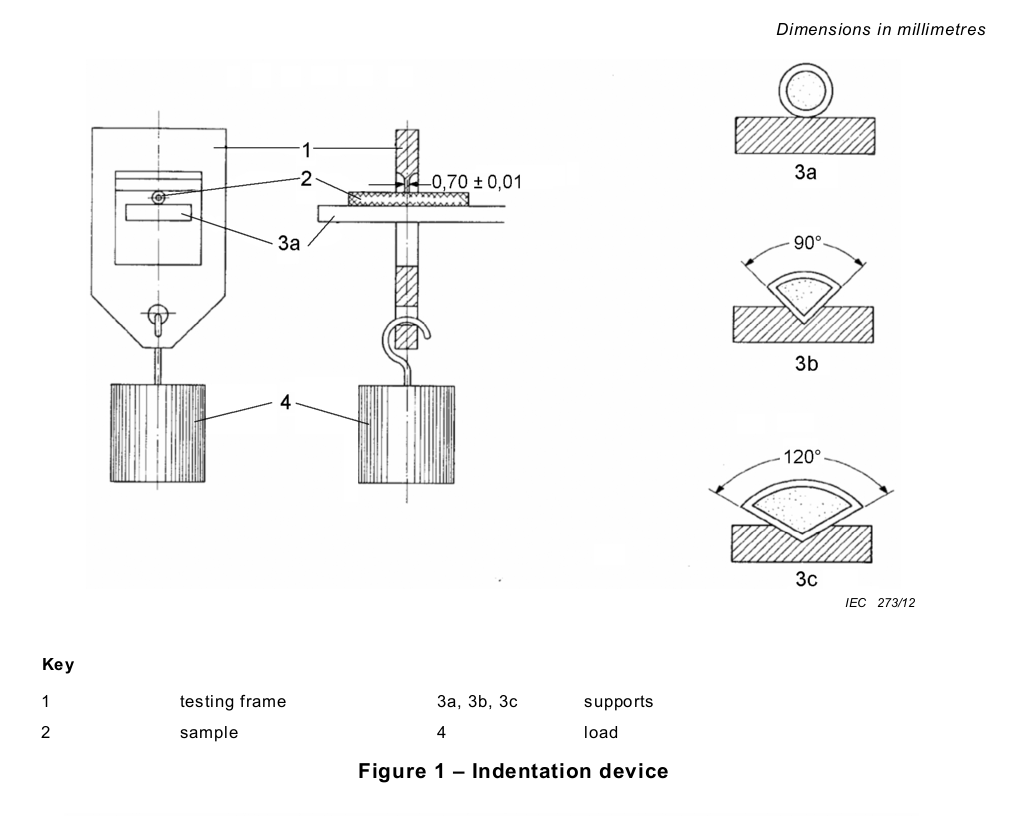
4.2.2 Indentation device
A device according to Figure 1 shall be used. It shall consist of a rectangular blade with an edge (0,70 ±0,01) mm wide which can be pressed against the test piece under the influence
of an applied force.
4.3 Insulation
4.3.1 Sample and test piece preparation
For each core to be tested, three adjacent pieces shall be taken from a sample having a length of 250 mm to 500 mm. The length of each piece shall be 50 mm to 100 mm.
From each core piece taken, any covering – including the semi-conducting layer, if any – shall be removed mechanically. According to the type of cable, the test piece may have a circular,
flat or sector-shaped cross-section of length (45 ± 5) mm.
The cores of twin- and multiple-grouped-core flat cables without sheath shall not be separated individually, except if the individual conductor cross-section is ≥ 10 mm2. If so, a test piece taken from the insulation of an individual core shall be tested.
The minimum thickness of insulation to be tested shall be 0,7 mm.
NOTE Insulation thickness down to 0,4 mm may be tested under certain circumstances, but it is not recommended. If tests are made with samples having a thickness below 0,7 mm, it should be recorded as such in the test report.
4.3.2 Procedure
4.3.2.1 Fixing of test pieces
The final test piece shall consist of a piece of the sample from 4.3.1.
Circular cores shall be mounted in the position shown in Figure 1 (3a).
A flat cable without sheath shall be laid on its flat/major axis side.
Sector-shaped cores shall be mounted on a support of an appropriate type as shown in Figure 1 (3b and 3c).
All test pieces shall be fixed to the support in such a manner that they do not change position during the test. Special care shall be taken with test pieces so that they do not curve under the pressure of the blade.
4.3.2.2 Application of force
A force calculated according to Annex A shall be applied in a direction perpendicular to the axis of the core.
The blade shall also be perpendicular to the relevant axis.
4.3.2.3 Protocol in air oven
The loaded blade shall be placed onto the fixed test piece at ambient temperature. The whole assembly shall then be placed in the air oven which is at the specified test temperature.
The apparatus, with loaded test pieces, shall be placed in a position free from vibration (see
4.2.1).
The temperature of the air shall be maintained continuously at the value specified in the relevant cable standard. In case of dispute, the temperature shall be checked by means of a suitable temperature-measuring device, mounted at the same level as the test piece and as close as possible to one of the test pieces and the temperature shall be continuously monitored during the test.
NOTE 1 It is critical to ensure that the temperature does not, at any time, exceed the upper limit specified for testing the particular material. Temperatures below the lower limit specified may be experienced briefly immediately after starting the test. Such short periods may be ignored.
The assembly shall be kept in the test position for the time specified in the relevant cable standard, or, if the time is not specified in the cable standard, for the following times:
– 4 h for test pieces having a value of D ≤ 15 mm
– 6 h for test pieces having a value of D > 15 mm.
NOTE 2 Details for the determination of D are found in Annex A.
4.3.2.4 Cooling
At the end of the specified duration, the test piece shall be rapidly cooled under load. This operation may be carried out inside or outside the air oven by spraying the test piece with cold water on the spot where the blade is pressing.
The test piece shall be removed from the apparatus when it has cooled to a temperature where recovery of the insulation no longer occurs; the test piece shall then be cooled further by immersion in cold water.
4.3.2.5 Measurement
Immediately after cooling, the test piece shall be prepared for determining the depth of indentation.
The conductor shall be withdrawn, leaving the test piece in the form of a tube.
A narrow strip shall be cut from the test piece in the direction of the axis of the core, perpendicular to the indentation as shown in Figure 2.
The strip shall be laid flat under a measuring microscope or a measuring projector and the cross-wire shall be adjusted to the bottom of the indentation and the outside of the test piece as shown in the same figure.
Small test pieces, up to about 6 mm external diameter, shall be cut transversely at and adjacent to the indentation, as shown in Figure 3, and the depth of the indentation shall be
determined as the difference between the microscope measurements on sectional views 1 and 2 as shown in the same figure.
All measurements shall be made in millimetres to two decimal places.
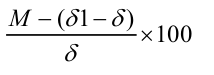
NOTE Care should be taken when making the measurement, as factors such as thermomechanical forces may have distorted the upper surface of the sample, giving a false position for the top of indentation, and the true indentation may differ from that measured directly at the point of indentation. It is therefore essential to use the thickness value measured before applying the indenter as the baseline figure. If it is evident that distortion has taken place, or in the case of any uncertainty about the result, a suitable correction to the value of indentation should be made, thus:
–if the original thickness is δ
, but after the test the apparent thickness has becomeδ1 , then for the purposes of the calculation, the measured indentation (call it M) needs to be corrected by deducting an amount equal to
δ1 – δ ;
– the correct indentation percentage then becomes

4.3.2.6 Expression of the results
The indentation values, measured on the three test pieces taken from each core or strip, shall be calculated as a percentage of the insulation thickness (as measured in accordance with Annex A). The median of the three values shall be recorded. If there are changes in thickness due to the test, the formula in the NOTE in 4.3.2.5 should be used.
For flat cables, the median indentation value is the mean value of the indentation values from all the cores of the same size in the sample.
NOTE In the absence of any requirement in the relevant cable standard, a recommendation is given in Annex B.
4.4 Sheath
4.4.1 Sample and test piece preparation for sheaths
For each sheath to be tested, three adjacent pieces shall be taken from a sample having a length of 250 mm to 500 mm from which the covering (if any) and all the internal parts (cores, fillers, inner covering, armour etc. if any) have been removed.
The length of each piece of sheathing shall be 50 mm to 100 mm.
From each piece of sheathing, a strip of width equal to about one-third of the perimeter, but not more than 20 mm, shall be cut parallel to the direction of the axis of the cable if the sheath does not have ridges.
If the sheath shows ridges caused by five or fewer cores, the strip shall be cut in the direction of the ridges so that it contains at least one groove which lies approximately in the middle of the strip throughout its length.
If the sheath has ridges caused by more than five cores, the strip shall be cut in the same manner and these ridges shall be removed by grinding.
NOTE 1 A machine of the type specified in Annex A of IEC 60811-501:2012 has been found suitable for grinding or cutting the ridges.
If the sheath is directly applied on a concentric conductor, an armour or on a metallic screen, and therefore has ridges which cannot be ground or cut away (unless the diameter is large), the sheath shall not be removed, and the whole cable piece shall be used as a test piece.
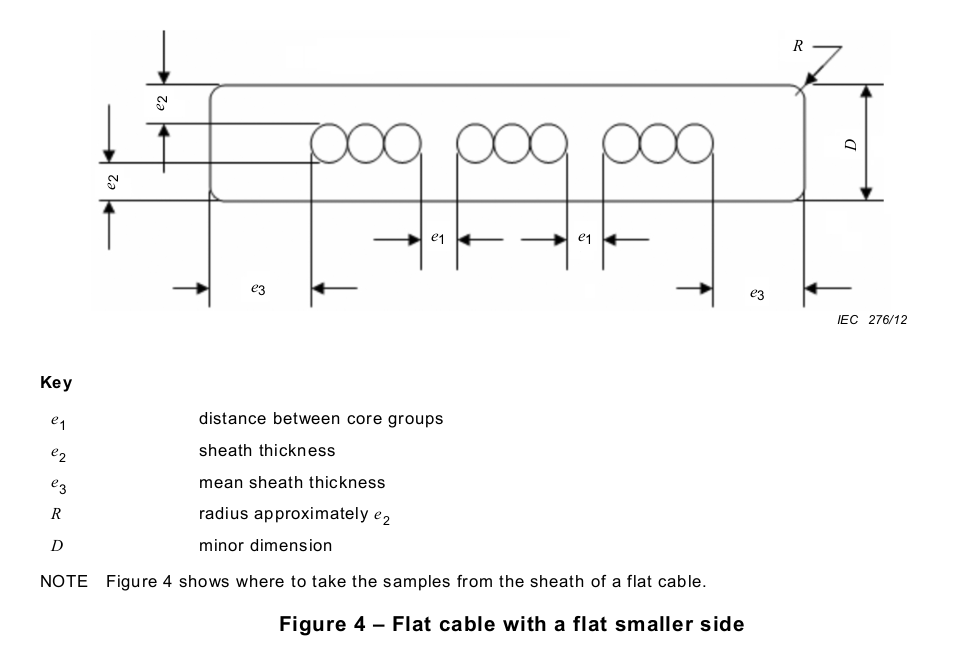
If the smaller sides of a flat cable are fully rounded in shape, this test shall be carried out on one of the smaller sides. To calculate the compressing force (see Annex A), D is the minor dimension of the cable and δ is the mean sheath thickness e3 as shown in Figure 4.
If the smaller sides are flat, or nearly flat, as depicted in Figure 4, a test piece shall be prepared by cutting a strip from the wide side of the cable in the direction of the axis of the cable. On the inner side, only the ridges shall be removed by grinding or cutting. The width of the strip to be tested shall be at least 10 mm but not more than 20 mm. The thickness of the strip shall be measured at the place where the compressing force, F, is applied.
NOTE 2 Insulation thickness down to 0,4 mm may be tested under certain circumstances, but it is not recommended. If tests are made with samples having a thickness below 0,7 mm, it should be recorded as such in the test report.
4.4.2 Procedure
4.4.2.1 Fixing of test pieces
The strips shall be supported by a metal mandrel, which may be halved in the direction of its axis to make a more stable support.
NOTE A metal pin or a metal tube is suitable as a mandrel.
The radius of the mandrel shall be approximately equal to half the inner diameter of the test piece.
The apparatus, the strip and the supporting mandrel shall be arranged so that the mandrel supports the strip and the blade is pressed against the outer surface of the test piece.
Test pieces of flat cable sheaths shall be placed on a support as shown in Figure 5 when the smaller sides of the cable are flat.
The force shall be applied in a direction perpendicular to the axis of the mandrel (or of the cable when a whole cable piece is used) and the blade shall also be perpendicular to the axis of the mandrel, or of the cable when a whole cable is used.
If the smaller sides of a flat cable are flat, or nearly flat, as depicted in Figure 4, the test piece (strip) shall be bent around a mandrel having a diameter approximately equal to the diameter of the core of the cable; the longitudinal axis of the strip shall be perpendicular to the axis of the mandrel. Provision shall be made so that the inner surface of the strip shall be in contact over at least 120° of the circumference of the mandrel (see Figure 5). The metal blade of the test apparatus shall be placed on the middle of the test piece.
For flat cables where the smaller sides are flat, or nearly flat δ (in mm) is the thickness of the strip at the place where the force is applied. D (in mm) is the diameter of the mandrel plus twice the value of δ and as shown in Figure 5.
4.4.2.2 Application of force
A force calculated according to Annex A shall be applied in a direction perpendicular to the axis of the mandrel (or of the cable when a whole cable piece is used).
The blade shall also be perpendicular to the relevant axis.
4.4.2.3 Protocol in air oven
See 4.3.2.3.
4.4.2.4 Cooling
See 4.3.2.4.
4.4.2.5 Measurement
The indentation shall be measured on a narrow strip cut from the test piece, as described in
4.3.2.5 and shown in Figure 2.
For flat cables where the smaller sides are flat, or nearly flat, the depth of indentation shall be related to the original value, δ, as described in 4.4.2.1 and as shown in Figure 5.
NOTE Care should be taken when making the measurement, as factors such as thermomechanical forces may have distorted the upper surface of the sample giving a false position for the top of indentation, and the true indentation may differ from that measured directly at the point of indentation. It is therefore essential to use the thickness value measured before applying the indenter as the baseline figure. If it is evident that distortion has taken place, or in the case of any uncertainty about the result, a suitable correction to the value of indentation should be made, thus:
–if the original thickness is δ, but after the test the apparent thickness has become δ1, then for the purposes of the calculation, the measured indentation (call it M) needs to be corrected by deducting an amount equal to δ1
– δ;
–the correct indentation percentage then becomes: