
Apparatus
5.1 Heat sealer:
5.1.1 Sealing Jaws—Two-heated jaws with flat sealing surfaces. Two-heated jaws are required to conduct Practice A. Practice B may be used with one-heated jaw only when the application is to commercial sealers with like configuration.
5.1.1.1 Jaw Temperature Control—Each jaw must have independent temperature control. The recommended minimum precision of control is 6 1°C.
5.1.1.2 Jaw Coatings or Coverings—Anti-stick or compressible jaw coatings or coverings, such as TFE-fluorocarbon, TFE-fluorocarbon/glass cloth, silicone rubber or other heatresistant rubbers, polyester film, etc., are admissible, although test conditions may require adjustment in some cases.
5.1.1.3 Jaw Sealing Surfaces, must be capable of being aligned for parallelism.
5.1.1.4 Capability for Quick Jaw Change to serrated or other jaw styles is desirable to increase the machine’s range of simulation testing.
5.1.2 Dwell Time—Variable control and readout of dwell time, with minimum range of 100 to 10 000 ms.
5.1.2.1 Time of jaw closure should be measured directly (as by force sensor output, micro switch, optically, etc.), and controlled therefrom.
5.1.2.2 Precision of dwell time control should be 6 10 ms or better.
5.1.3 Pressure, variable control, with readout of sealing pressure.
5.1.3.1 Machines, that have only an air pressure gage from which sealing pressure must be calculated, should be provided with nomographs from which sealing pressure can be read directly from air pressure measurements.
Test Specimen
6.1 The number of test specimens shall be chosen to permit an adequate determination of representative performance. When heat seal strength will be measured at a series of sealing temperatures, a minimum of three replicates shall be used to determine the mean value for each material at each temperature. When the measurements will not be part of a series where
an identifiable trend is expected, a minimum of five replicates shall be employed.
6.2 In planning the number of specimens required, note that only one strength test should be made from each heatseal.
6.3 Specimens for heatsealing can be prepared by cuttingthe test material into pieces 15 by 15 cm [6 by 6 in.]. Mark the transverse direction and the seal side of each piece. Superimpose the two pieces to be sealed, with the transverse directions parallel and the seal surfaces facing each other. If a group of specimens is to be prepared prior to sealing, it is convenient to staple the pairs, with caution to avoid staples in the areas to be sealed and from which the test strip will be cut subsequently. Seal the specimens with the jaws parallel to the transverse direction. A strip for seal-strength testing will subsequently be cut perpendicular to the seal at its center, and the seal will be peeled by pulling the strip in the machine direction of the web.
6.4 Alternatively to sealing a wide specimen and then cutting a strip for strength testing, strips of the width for strength testing may be cut in the machine direction and sealed, either to strips of similar material or to dissimilar strips. The sealed strip may then be tested for strength without further preparation. This alternative is mandatory for hot-tack testing. Comparisons should be made only among specimens sealed by the same procedure.
6.4.1 When using sealing machines that automatically load and seal a specimen strip without operator intervention, sealing of dissimilar materials is accomplished by preparing a specimen strip that is a composite of the two materials to be sealed, taped together at the center. Refer to the machine manufacturer’s recommendations for details appropriate to the machine used.
NOTE 4—Caution: Be sure to adjust the seal area factor in calculating sealing pressure when switching from a wide seal to a strip seal.
6.4.2 Common strip widths are 25 mm (1.00 in.) and 15 mm (0.59 in.).
6.5 If the material is anisotropic and the data are expected to apply to situations where the seal may be stressed transversely, specimens cut perpendicular to those described in 6.3 also shall be taken.
Procedure
7.1 Calibration and Alignment—Prior to starting testing, insure that the heat sealer is in proper calibration and that the jaws have been aligned for parallelism.
7.2 Sealing Conditions, for heatsealability testing, either ultimate seal strength or hot tack, shall be within the ranges specified below for all makes and types of heatsealers.
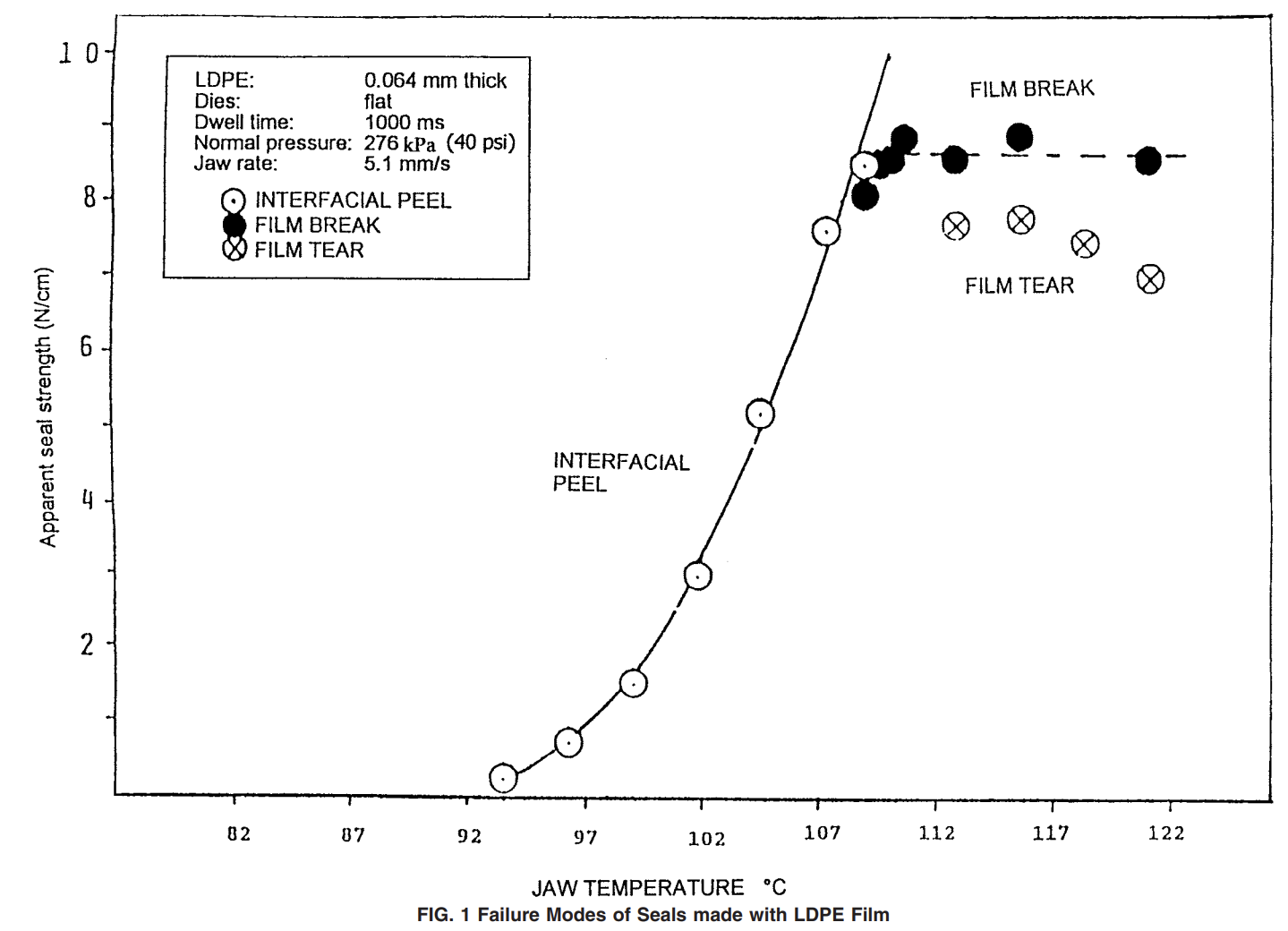
7.2.1 Practice A, Surface Sealability: Heatsealability of the web surface as a function of interface temperature.
7.2.1.1 Temperature—Both jaws shall be set at the same temperature.
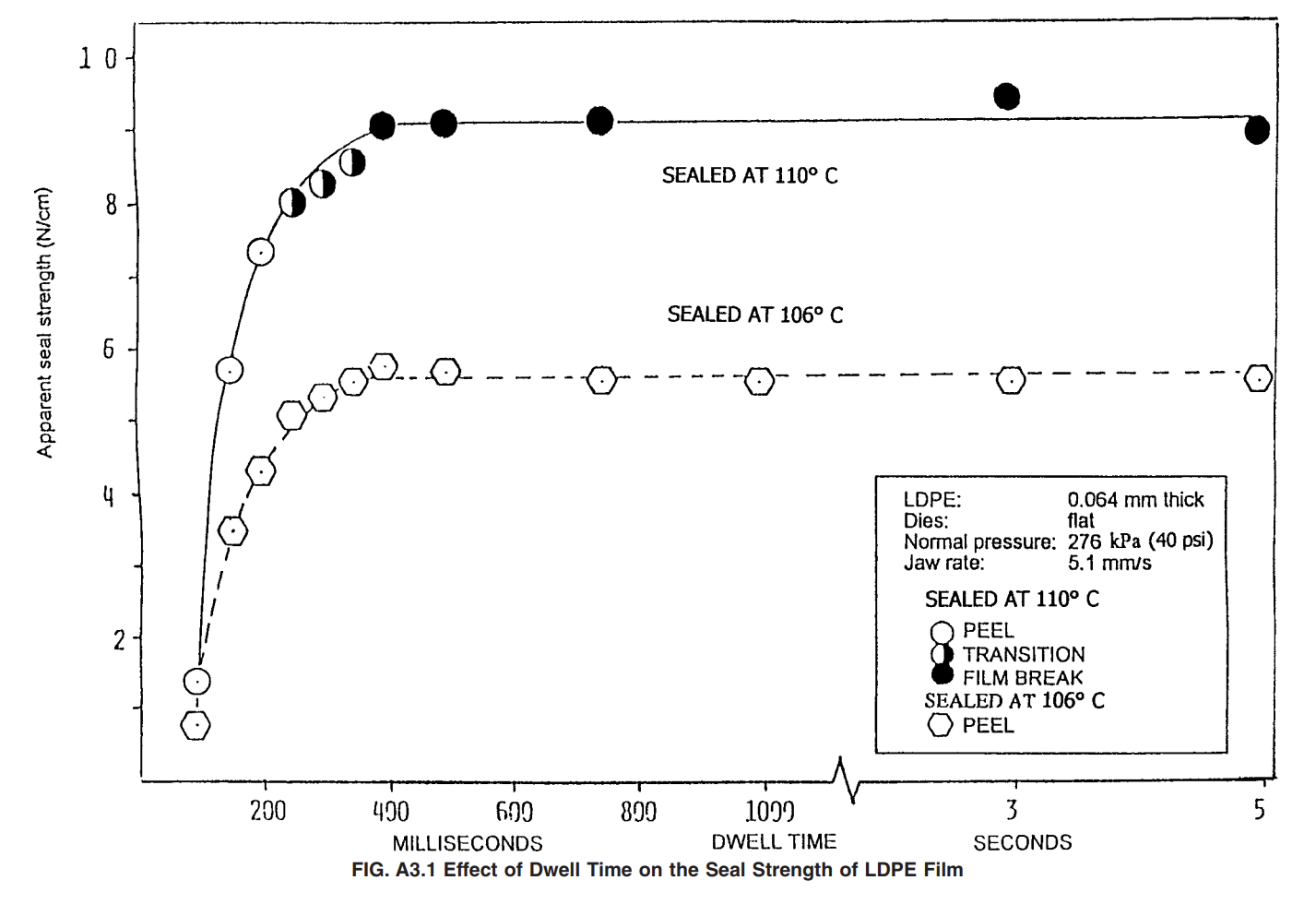
7.2.1.2 Dwell Time—The dwell time must be long enough for the sealing interface to come to the known temperature of the jaws. This depends on the thickness and construction of the web, as well as on jaw configuration factors. Typical minimum dwell times (without anti-stick jaw covering):
Films: 1 mil (25µ) and under: dwell time, 500 ms (.5 s).
Films: 1 to 2.5 mil (64µ): dwell time, 1000 ms (1 s).
The minimum required dwell time can be determined from a few trial sealing cycles. Refer to Annex A3.1. This procedure usually will be necessary for thicker films, structures containing paper or foil, or when anti-stick jaw coverings are used.
7.2.1.3 Sealing Pressure—Set pressure in the range of 138–413 kPa (20–60 psi). See Appendix X1 for discussion of effect of pressure on heatseal strength.
7.2.1.4 Jaw Configuration—Use flat metal jaws, either bare or covered (see 5.1.1.2). Jaws may be steel, copper, or aluminum. Choice of metal, as well as use of a covering, may affect the minimum dwell time required for the interface to reach equilibrium with jaw temperature.
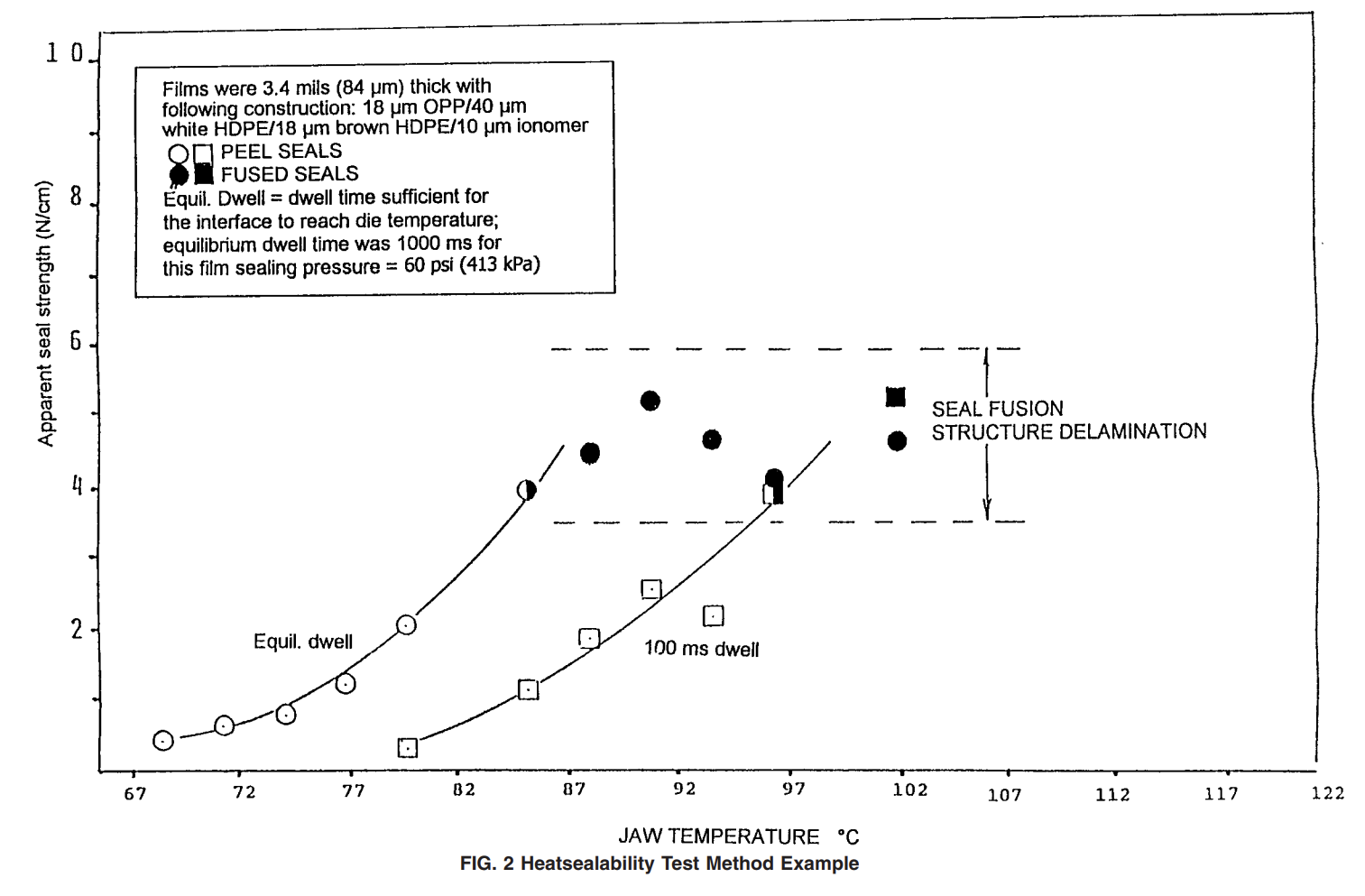
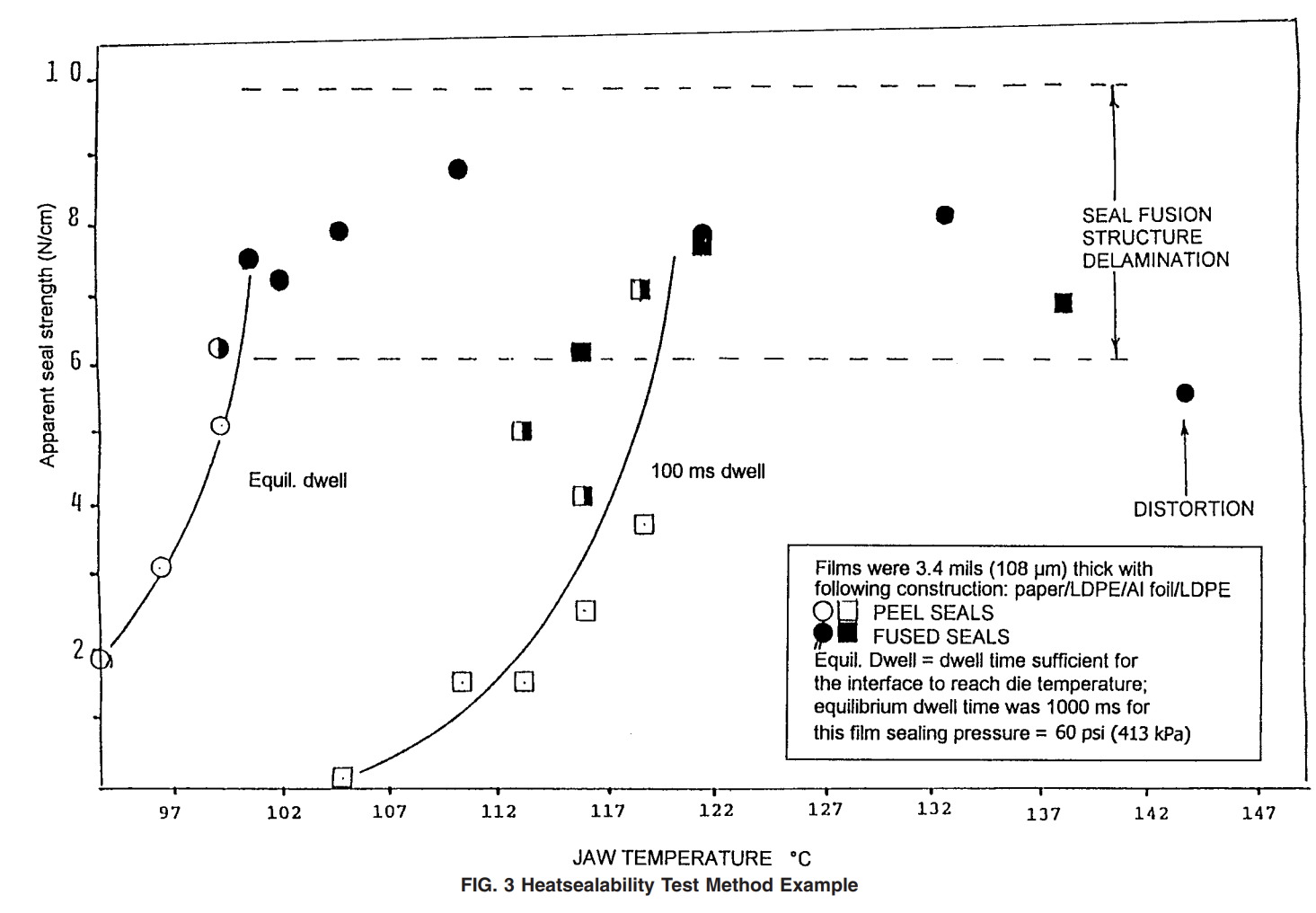
7.2.2 Practice B, Web Sealability—Sealability under commercial conditions.
7.2.2.1 Temperature—Choice of temperature setting of each jaw (including unheated) is dependent on application of the data. In the absence of reasons to the contrary, it is recommended both jaws be set to the same temperature.
7.2.2.2 Dwell Time—Set dwell time at 100 ms to simulate high-speed sealing or other jaw-closure interval depending on specific application.
7.2.2.3 Sealing Pressure—Set pressure in the range of
138–413 kPa (20–60 psi), or at other level depending on specific application. See Appendix X1 for discussion of effect of pressure on heatseal strength.
7.2.2.4 Jaw Configuration—Same as the commercial application being simulated. In absence of specific information on this point, flat steel jaws covered with TFE-fluorocarbon/glass cloth are recommended.
7.2.3 Sticking of Specimen to Jaws—Specimens having a heatsealing surface where the melting range is significantly lower than its opposite surface, usually can be sealed directly with bare metal jaws over most of the desired sealing temperature range.
7.2.3.1 If the specimen is homogeneous throughout, or of ABA construction, enclose it in a folded piece of 10–15µ (approx 0.5 mil) polyester film during the sealing cycle to avoid sticking to the jaws. Alternatively, cover the jaws with 75µ (3 mil) TFE-fluorocarbon/glass cloth, or tape. See Annex A2.
7.3 Heatseal Curve—To generate the curve, temperature is typically varied in 5–10° intervals, although to locate maxima or other features, smaller steps may be desirable locally. The first temperature point typically is at about the seal initiation temperature. Commonly, testing is continued at increasing temperature levels until the web suffers excessive stretch, distortion, shrinkage, or burnthrough.
7.3.1 Make a minimum of three seals at each jaw temperature selected.
7.4 Single-Point Measurements (Quality Control Testing)— Refer to Annex A1 for guidelines for selecting temperature.
7.5 Conditioning—The seal shall not be tested until its strength no longer changes with time. Maintain standard laboratory atmosphere of 23°C and 50 % RH during conditioning period. 7.6 Strength Testing—See Test Methods F 88.
Heat Seal Tester (Hot Tack)
The Laboratory Heat Sealer plays a critical role in packaging material testing, ensuring that seals in flexible packaging materials meet industry standards for quality and durability. This instrument is indispensable in industries such as food packaging, pharmaceuticals, medical devices, and electronics. By controlling essential factors like temperature, pressure, and time, a laboratory heat sealer recreates the sealing process under controlled conditions. The performance of a heat seal directly affects the functionality, safety, and overall integrity of packaging.
I. Application of the Laboratory Heat Sealer
A Laboratory Heat Sealer is an essential tool used in various industries to assess the heat sealability of flexible barrier materials, including thermoplastics, films, laminates, and composites. Packaging materials in the food, pharmaceutical, and medical sectors require seals that not only secure the contents but also protect them from external factors like air, moisture, and contamination.
Laboratory heat sealers are designed to test and optimize heat sealing conditions for different materials. By adjusting three critical parameters—temperature, pressure, and time—these devices allow manufacturers to achieve optimal sealing results. An effective seal ensures both product safety and ease of use for consumers, as poorly sealed packages may lead to product spoilage or contamination.
II. Technical Features of the Laboratory Heat Sealer
The performance of a Laboratory Heat Sealer hinges on the precise control of temperature, pressure, and time. The following technical features are crucial for accurate and consistent testing:
- Temperature Control: A proportional integral derivative (P.I.D.) temperature controller ensures precise heat regulation. The aluminum construction of the upper and lower sealing jaws minimizes heat loss, maintaining uniformity across the sealing surface.
- Pressure Consistency: A guided sealing bar provides stable and consistent pressure throughout the sealing process, ensuring uniform seals.
- Time Accuracy: A precise timer, synchronized with a proximity sensor, ensures that the sealing time is consistent with jaw movement. This precision is essential for repeatable results in laboratory testing environments.
- User Safety Features: To ensure operator safety, heat sealers are equipped with features like anti-scald covers and allow for both manual and foot switch initiation to minimize direct contact with hot surfaces.
III. ASTM F2029: Standard for Heat Seal Testing
When conducting tests with a Laboratory Heat Sealer, it is essential to follow recognized standards to ensure that results are consistent and reliable. One of the most widely used standards is ASTM F2029. This standard outlines the practices for making laboratory heat seals for the determination of heat sealability of flexible barrier materials.
ASTM F2029 and Its Relevance
ASTM F2029 provides a structured approach to testing by specifying the critical factors that need to be controlled during the heat sealing process: temperature, time, and pressure. According to ASTM F2029-16(2021), this standard is used to measure the seal strength of flexible materials, ensuring that the heat sealing process delivers strong and reliable seals. The standard also offers guidelines on how to prepare test samples, set up the heat sealer, and evaluate the quality of the resulting seals.
Compliance with ASTM F2029 is crucial for manufacturers in regulated industries such as food and pharmaceuticals. It provides a benchmark for evaluating the seal integrity of packaging materials, which in turn helps manufacturers optimize their sealing processes and ensure their products meet regulatory requirements.
IV. The Laboratory Heat Sealer Testing Process
To perform a heat seal test using a Laboratory Heat Sealer, a sample of the packaging material is placed between two parallel sealing jaws. The following steps detail the typical testing process:
- Sample Placement: Place the material sample between the heated sealing jaws, ensuring even alignment.
- Setting the Parameters: Set the desired sealing temperature, pressure, and time according to the material type and testing standards. The laboratory heat sealer will allow for fine-tuning of these parameters.
- Sealing Process: Once the jaws reach the preset temperature, the upper jaw is pushed down onto the sample by a gas-driven cylinder, applying pressure for the set time duration.
- Completion of the Seal: After the specified time, the upper jaw returns to its original position, completing the seal. The entire process is carefully controlled to ensure that the same parameters are applied to every sample, allowing for repeatable and reliable results.
V. Significance of Heat Seal Testing
Heat seal testing is a vital quality control measure, especially in industries where the integrity of the packaging is crucial. The Laboratory Heat Sealer allows manufacturers to fine-tune their heat sealing processes, ensuring that seals are strong enough to withstand handling, shipping, and storage, but not so strong that they are difficult for consumers to open.
By controlling and testing seal strength, manufacturers can prevent issues like leaks, contamination, and product spoilage. Heat seal testing also helps identify the ideal conditions for sealing specific materials, which can improve packaging efficiency and reduce material waste.
VI. Seal Evaluation Methods
After the heat sealing process, the seal’s quality is evaluated through various methods, depending on the application and material. Common evaluation techniques include:
- Visual Inspection: A straightforward approach to check for uniformity and continuity in the seal.
- Air Leak Test: This method measures the integrity of the seal by detecting leaks using pressurized air.
VII. Key Parameters of the Laboratory Heat Sealer
Here are the main parameters that affect the performance of a Laboratory Heat Sealer:
- Sealing Temperature: Ranges from ambient to 300°C, with a deviation of ±0.2°C.
- Sealing Time: Adjustable from 0.1 seconds to 9999 hours.
- Sealing Pressure: From 0.15 to 0.7 MPa, ensuring a wide range of settings for different materials.
- Seal Jaw Size: 330 mm x 10 mm (L x W).
- Power Requirements: AC 220V, 50Hz.
- Gas Pressure: Operates with 0.7 MPa gas pressure, connected via a PU hose.