

Unpacking the machine
Basic model of mini desktop injection molding machine comping to the customer with the machine, controller, molds (as per order), power cable.
After placement of the machine in a robust table you need to tighten the base plate to the table. According to the type of base plate, this will be done by screws from the upper side or down side. In aluminum base plates there are sluts on the base plate so that you can tighten to the table using T nuts and screws from down side of the table.
If the base plate is cast iron, you can do the same using screws from upper side of the base plate.
Power
The main power for this model is less than 500W in a single phase. The power cable will come to you that is 16A capacity and you need to use a proper safety fuse between the main power and the machine.
You can order the machine with your specific type of connectors. Unless it will come with a double-pin socket excluding the earthing connection(The earth connection will be connected to the machine’s body separately).
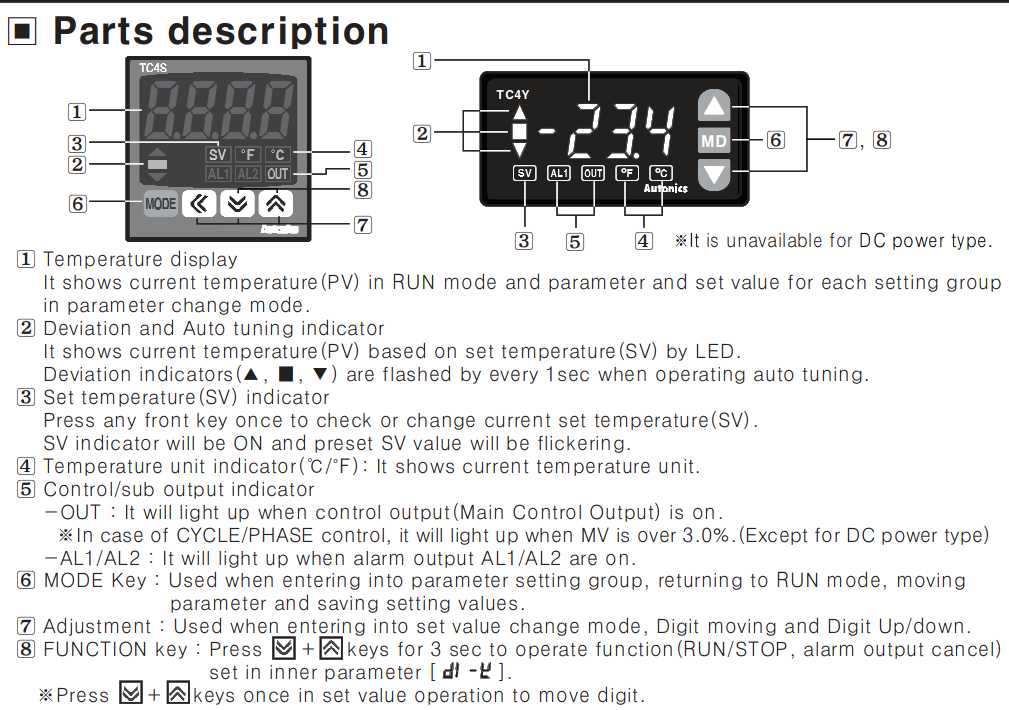
Setting the temperature
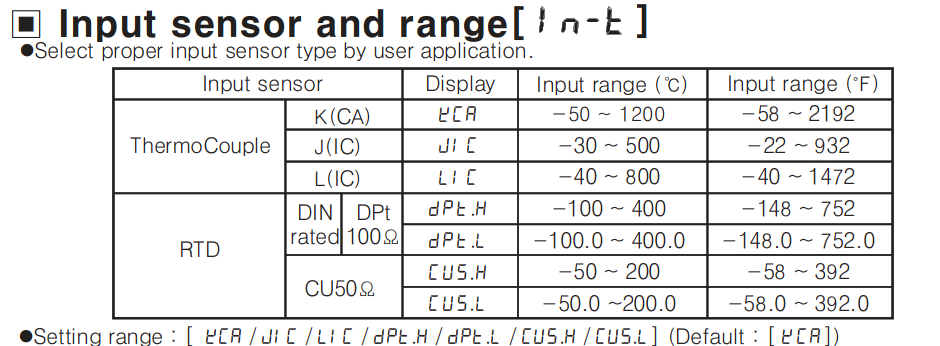
After you connect the electricity, you can set the temperature according to the type of polymer you are using.
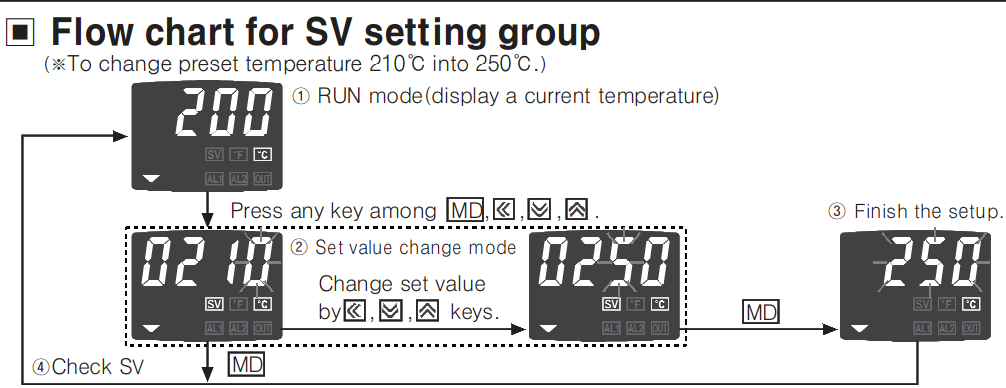
How to set SV temperature and PV bias for calibration purposes
Set the requested temperature SV as below:
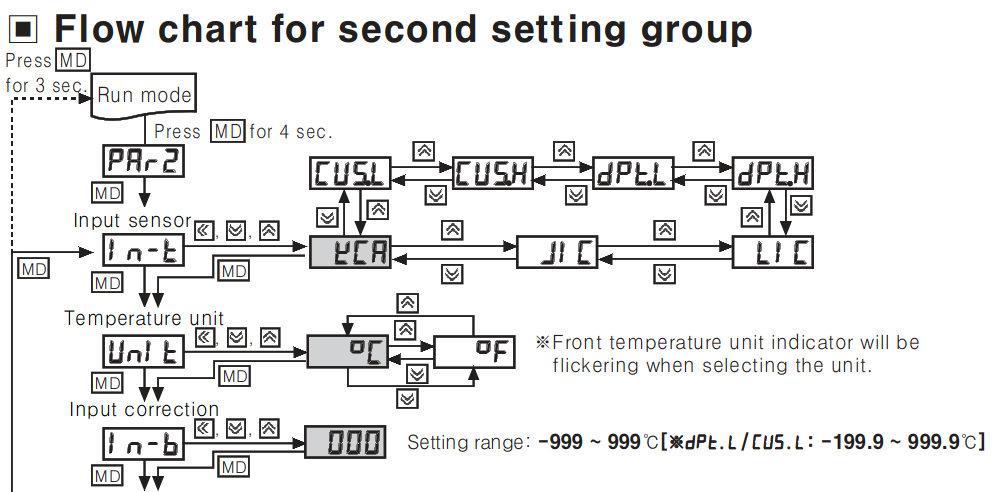
How to set input bias for PV display of controller. For this purpose, you need to measure requested temperature with calibrated temperature reading device and set offset value in parameter Inb as below:
How to operate
After you set the temperature, wait for about 15 min for the cylinder completely heat up to the set temperature.
Put the mold under the brass nozzle and adjust the height of the heat using grip on the main shaft of the body (Figure 1). After you set the proper height, tighten the screw for the grip to hold the head tight on the shaft.
Turn the head to the right, Fill the material into the funnel, and then when you turn it to the left, material will be filled into the cylinder. Wait for about 5 min for material to be fully melted.
During the melting of the material, you need to put the nozzle on the flat surface of the mold to restrict melt-through. After 5 minutes, just put the lever a little so that the cold material inside the nozzle is emptied. Then bring the mold gate under the nozzle and press the lever with high speed to fill the material into the mold rapidly. After you see the material coming out of the air release gates of the mold, means the material is filled into the mold and you can reduce the force on the lever. Just hold the force a little time for compensation for the shrinkage of the material.
After some about two minutes you can open the mold and take sample out.
Nozzle types
There are two types of nozzle coming to the customer. One is auto lock for very high flow materials and the other is normal type. Auto lock nozzle, open the hole when you press the nozzle onto the mold.

Nozzle stopper
Use a nozzle stopper when you want to make the cylinder empty. Just put the nozzle stopper under the nozzle and press the lever to make the cylinder empty.
