6. Requirements
6.1 Workmanship—The pipe shall be homogeneous throughout and free of visible cracks, holes, foreign inclusions, or other defects. The pipe shall be as uniform as commercially practicable in color, opacity, density, and other physical properties. See 5.1.2.
6.2 Dimensions and Tolerances:
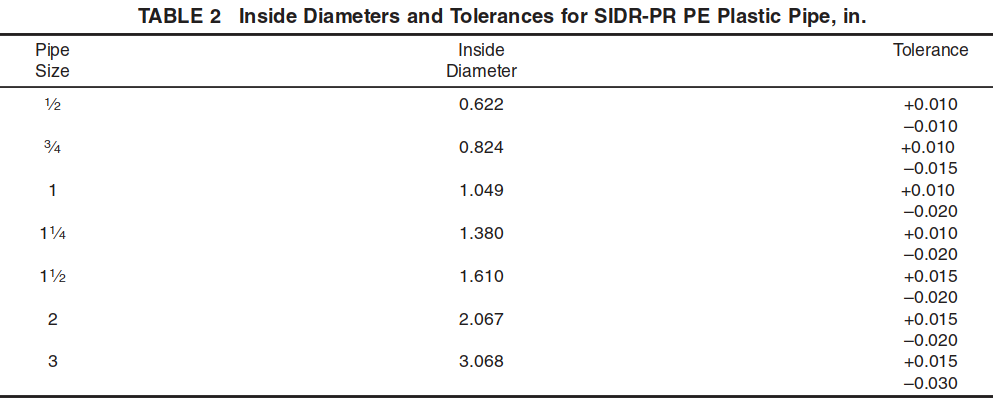
6.2.1 Inside Diameters—The inside diameters and tolerances shall be as shown in Table 2 when measured in accordance with Test Method D2122.
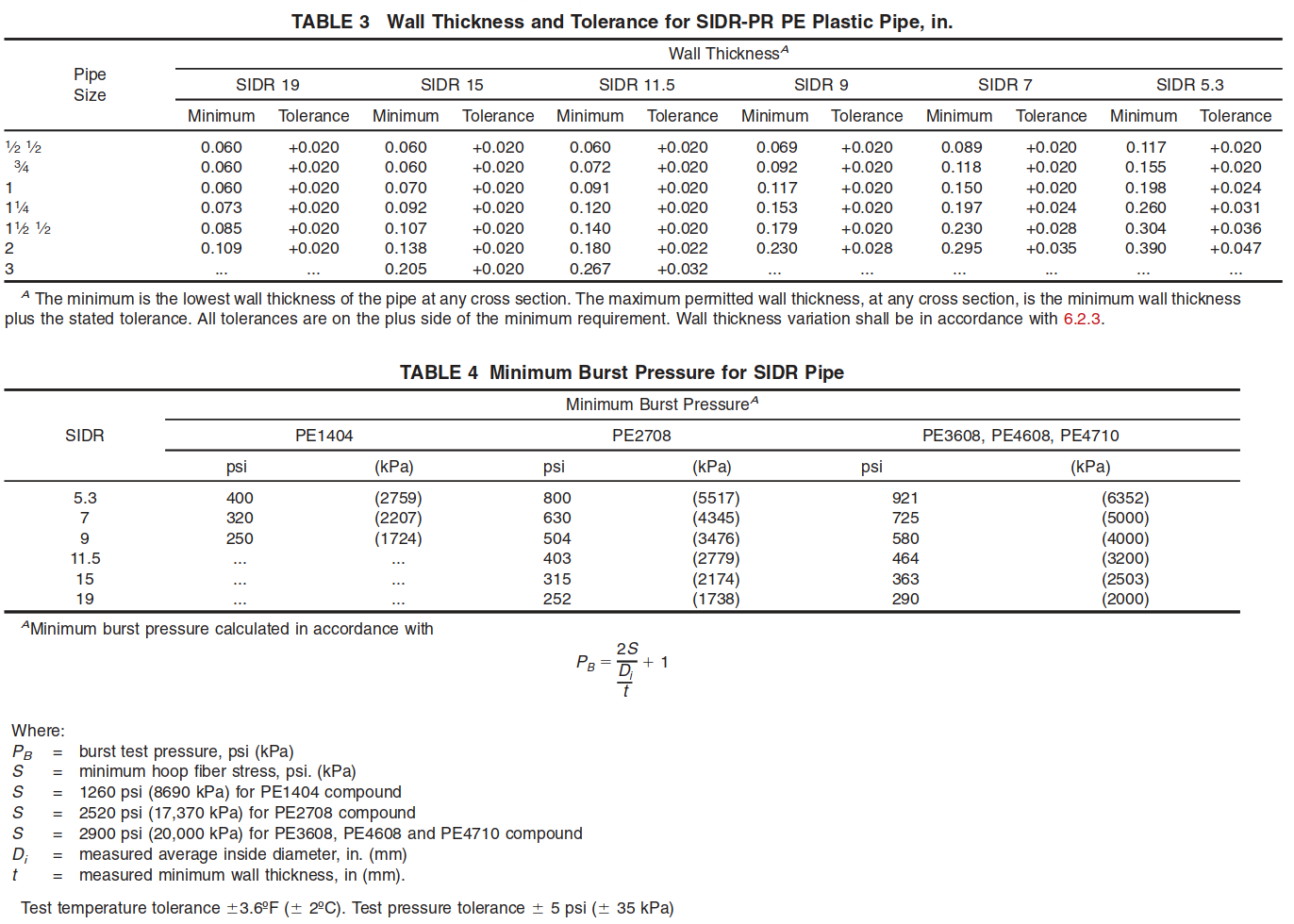
6.2.2 Wall Thicknesses—Subject to 6.2.3, wall thickness and tolerance shall be as shown in Table 3 when measured in accordance with 7.4. Wall thickness shall be inclusive of all extruded concentric layers.
6.2.3 Wall Thickness Range—The wall thickness variation shall not exceed 12 % when measured in accordance with 7.4.
6.2.4 Thickness of Outer Layer—For pipe produced by simultaneous multiple extrusion, that is, pipe containing two or more concentric layers, the outer layer shall be at least
0.020-in. (0.5 mm) thick.
6.3 Bond—For pipe produced by simultaneous multiple extrusion, the bond between the layers shall be strong and uniform. It shall not be possible to cleanly separate any two layers with a probe or point of a knife blade at any point.
6.4 Carbon Black—Polyethylene pipe produced using Code C polyethylene compound per 5.1.1 shall contain 2 to 3 % carbon black when tested in accordance with 7.5.
6.5 Burst Pressure—The minimum burst pressure for pipe shall be in accordance with Table 4, when determined in accordance with 7.7. In addition, the failure shall be ductile.
6.6 Sustained Pressure—Pipe made from PE1404 compound shall be tested twice annually in accordance with 7.6. The average failure time shall be >=80 hours at 580 psi (4.00 MPa) test pressure hoop stress, or >=150 hours at 435 psi (3.00 MPa) test pressure hoop stress.
6.7 Elevated Temperature Sustained Pressure—Except as provided in 6.6, elevated temperature sustained pressure tests for each polyethylene compound designation per Table 1 used in production at the facility shall be conducted twice annually per 7.8.
6.8 Inside Surface Ductility for Pipe—Pipe shall be tested for inside surface ductility in accordance with 7.9 or 7.10.
NOTE 4—Tensile elongation testing per 7.10 provides a quantifiable result and is used for referee testing and in cases of disagreement.
7. Test Methods
7.1 Conditioning—Condition as specified in the test method. Where conditioning is not specified in the test method, condition the test specimens at 73.4 +- 3.6°F (23 +- 2°C) without regard to humidity for not less than 4 h in accordance with Procedure A of Practice D618, or at 73.4 +- 3.6°F (23 +- 2°C) for not less than 1 h in accordance with Procedure D of Practice D618.
7.2 Test Conditions—Conduct tests in accordance with the conditions specified in the test method, or if not specified in the test method, at 73.4 +- 3.6°F (23 +- 2°C) without regard to relative humidity.
7.3 Sampling—The selection of the sample or samples of pipe shall be as agreed upon by the purchaser and the seller. In case of no prior agreement, any sample selected by the testing laboratory shall be deemed adequate.
7.3.1 Test Specimens—Not less than 50 % of the test specimens required for any pressure test shall have at least a part of the marking in their central sections. The central section is that portion of the pipe sample that is at least one pipe diameter away from an end closure. The entire marking shall be documented in testing records.
7.4 Dimensions and Tolerances—Use any length of pipe to determine the dimensions. Inside diameter, wall thickness and wall thickness range shall be measured in accordance with Test Method D2122.
7.5 Carbon Black—For all pipe manufactured with Code C polyethylene compound, determine in duplicate the carbon black content in accordance with Test Method D1603 or Test Method D4218.
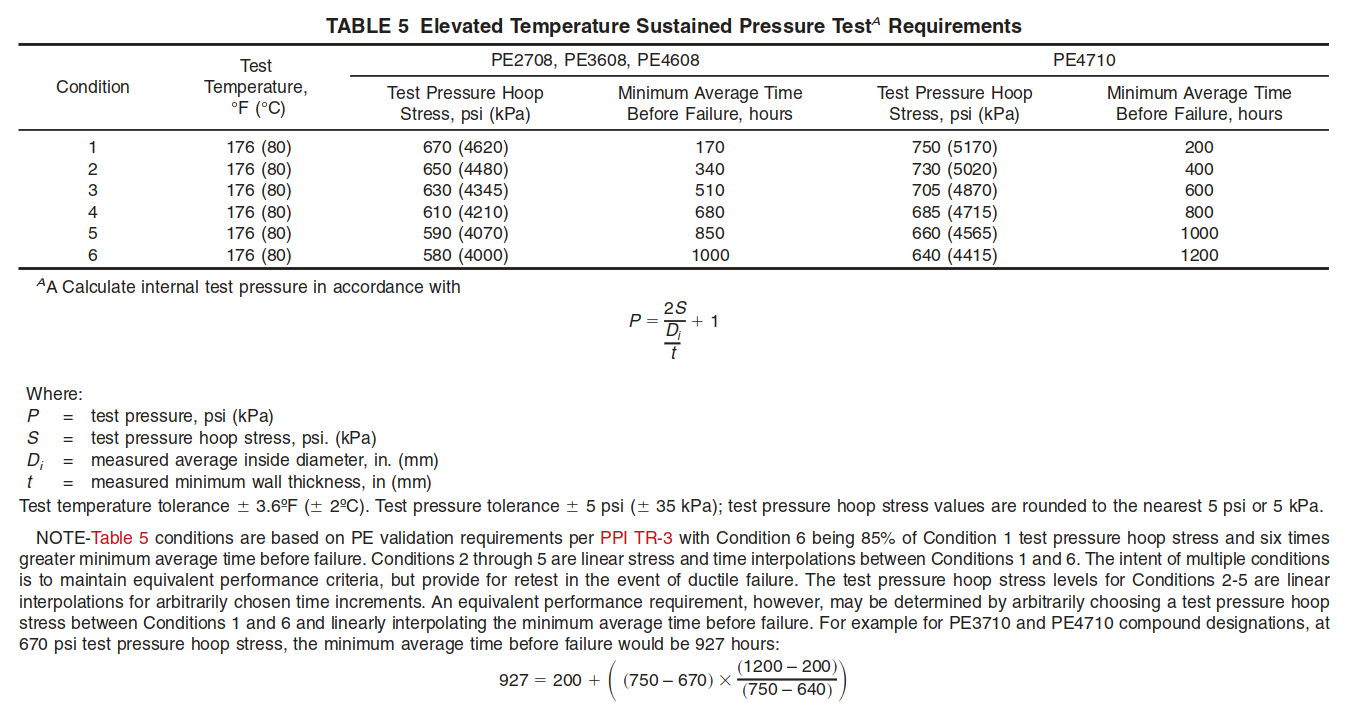
7.6 Sustained Pressure Test—Select six PE1404 pipe test specimens. Test in accordance with Test Method D1598 with water at 176°F (80°C). Internal test pressure shall be determined in accordance with the equation in Table 5, footnote A. Failure of two of the six specimens tested constitutes failure in
the test. Failure of one of six specimens tested is cause for retest of six additional specimens. Failure of one of six specimens tested in retest constitutes failure in the test. Failure of the pipe shall be as defined in Test Method D1598.
7.7 Burst Pressure—The test equipment, procedures and failure definitions shall be as specified in Test Method D1599.
7.8 Elevated Temperature Sustained Pressure Test— Elevated temperature sustained pressure tests for each Table 1 material designation used in production of pipe in accordance with this specification at the facility shall be conducted per Test Method D1598, and Table 5 using water as the pressurizing medium. The “test sample” shall be three specimens of any pipe size or SIDR. One Table 5 Condition for the applicable material designation shall be selected for the test.
7.8.1 For the selected Table 5 Condition, passing results are
(a) non-failure for all three specimens at a time equal to or greater than the Table 5 minimum average time before failure, or (b) not more than one ductile specimen failure and the average time before failure for all three specimens shall be greater than the specified Table 5 minimum average time before failure for the selected Table 5 Condition, or (c) successful retest per 7.8.3.
7.8.2 For the selected Table 5 Condition, failure to meet this requirement is (a) brittle failure of any specimen when tested at Table 5 Condition 1 through 6, or (b) ductile failure of all three specimens, or (c) unsuccessful retest per 7.8.3.
7.8.3 Provision for Retest for Table 5 Conditions 1 through 5—If a second ductile failure occurs before the Table 5 minimum average time before failure, it is permissible to conduct one retest at a Table 5 Condition of lower stress and longer minimum average time before failure for the material designation. The retest sample shall be three additional specimens of the same pipe size and material designation from the same time frame as the test sample per 7.8. For the retest, any specimen failure before the Table 5 minimum average time before failure at the retest condition constitutes failure to meet this requirement. For Table 5 Condition 6 no retest is permissible
7.9 Bend-back Test Method:
7.9.1 Squarely cut four 1 1⁄8 to 1 3⁄8 in. (29 to 35 mm) wide rings from pipe. Condition the rings per 7.1.
7.9.2 Split each ring longitudinally so that when reverse bent per 7.9.3, the pipe ID for each quadrant around the pipe will be tested.
7.9.3 In a well-lit area, perform the following procedure within 5 min: (a) Bend each split ring specimen so that the pipe inside surface is on the outside surface of the bend. (b) Using an apparatus such as a bench vise or other suitable equipment, close the legs of the specimen together. When the specimen legs are closed together, the top of the bend-back specimen shall extend above the point of closure by 3 +- 1⁄2 times the minimum wall thickness per Table 3. (c) With the unaided (naked) eye, visually examine the reverse-bent pipe ID surface.
7.9.4 Visible brittle cracking or crazing indicates failure.
7.10 Elongation-at-Break Test Method:
7.10.1 Five Test Method D638 Type III or Type IV specimens cut in the longitudinal direction from locations equally spaced around the circumference of the pipe shall be conditioned per 7.1 and tested in accordance with Test Method D2565 at a cross-head separation speed of 2 in. (50.8 mm) per min. If the specimen thickness must be reduced by machining, the pipe ID surface shall be left unaltered.
7.10.2 The percent elongation at break for each test specimen shall exceed 400 %.
NOTE 5—Specimen machining that produces smooth surfaces and uniform thickness is necessary. Surface cuts or scratches and non-uniform thickness in the specimen gage length can detrimentally affect test results.