4.2.3 Preparation and conditioning of test pieces
a)Conditioning of test pieces shall be carried out as follows:
1)Elevated temperature conditioning
NOTE 1 Elevated temperature conditioning is not an ageing treatment. It is used as a means of ensuring
stable and consistent test pieces when required. It is used a) when called for in the relevant cable standard, or b) if there is a doubt or disagreement about a result and the test needs to be repeated. In
either case, the conditioning applies only to the test piece as taken from the cable before any subsequent treatment (ageing, compatibility test, oil immersion etc).
Where conditioning at elevated temperature is used, such conditioning shall be carried out as follows:
– for dumb-bells, (A) after the removal of the insulation from the cable and removal of semi
conducting layers (if any) but before the cutting of strips;
(B) after grinding (or cutting) to obtain parallel surfaces.
Where grinding (or cutting) is not needed, the conditioning shall be performed at the point in the test protocol according to (A);
– for tubular test pieces, such conditioning shall be carried out after removal of the conductor, and any separator, but before applying the reference marks, if any, for measurement of the extension.
Where the relevant cable standard calls for conditioning at elevated temperature, it shall be for the time and temperature given in that standard. Where, in case of doubt,
the test has to be repeated, the conditioning shall be 24 h at (70 ± 2) °C, or a lower temperature corresponding to the maximum operating temperature of the conductor.
2) Room temperature conditioning
Before determination of the cross-sectional area, all test pieces shall be protected from direct sunlight and maintained for at least 3 h at a temperature of (23 ± 5) °C, except for thermoplastic insulating materials which shall be kept at (23 ± 2) °C.
b) Dumb-bell test pieces
Dumb-bell test pieces shall be used whenever possible. They shall be prepared from
samples of insulation removed from the conductor, cut open in the direction of the axis of the core.
Semi-conducting layers, if any, inside and/or outside the insulation, shall be removed mechanically, i.e. without using a solvent.
Each sample of insulation shall be cut into strips of an appropriate length. The strips shall be marked to identify the sample from which they are cut and their positions relative to each other in the original sample.
The strips of insulation shall be ground or cut, so as to obtain two parallel smooth surfaces between the reference marks mentioned below, care being taken to avoid undue heating. An example of a cutting machine is given in Annex A. For polyethylene (PE) and polypropylene (PP) insulation, cutting only, not grinding, shall be employed. After cutting or grinding, including any removal of burrs, the thickness of the strips shall not be less than 0,8 mm and not more than 2,0 mm. If it is not possible to prepare dumb-bell test pieces that comply with the minimum thickness of 0,8 mm, then tubular test pieces shall be used. If tubular test pieces cannot be prepared, then dumb-bells thinner than 0,8 mm may be used, but the rate of separation shall be 25 mm/min.
NOTE 2 The test report should also include the fact that non-compliant dumb-bells were used and that the result is indicative.
NOTE 3 For certain tests, a minimum thickness may be required, for instance for the ozone resistance test (IEC 60811-403) and the mineral oil immersion test (IEC 60811-404).
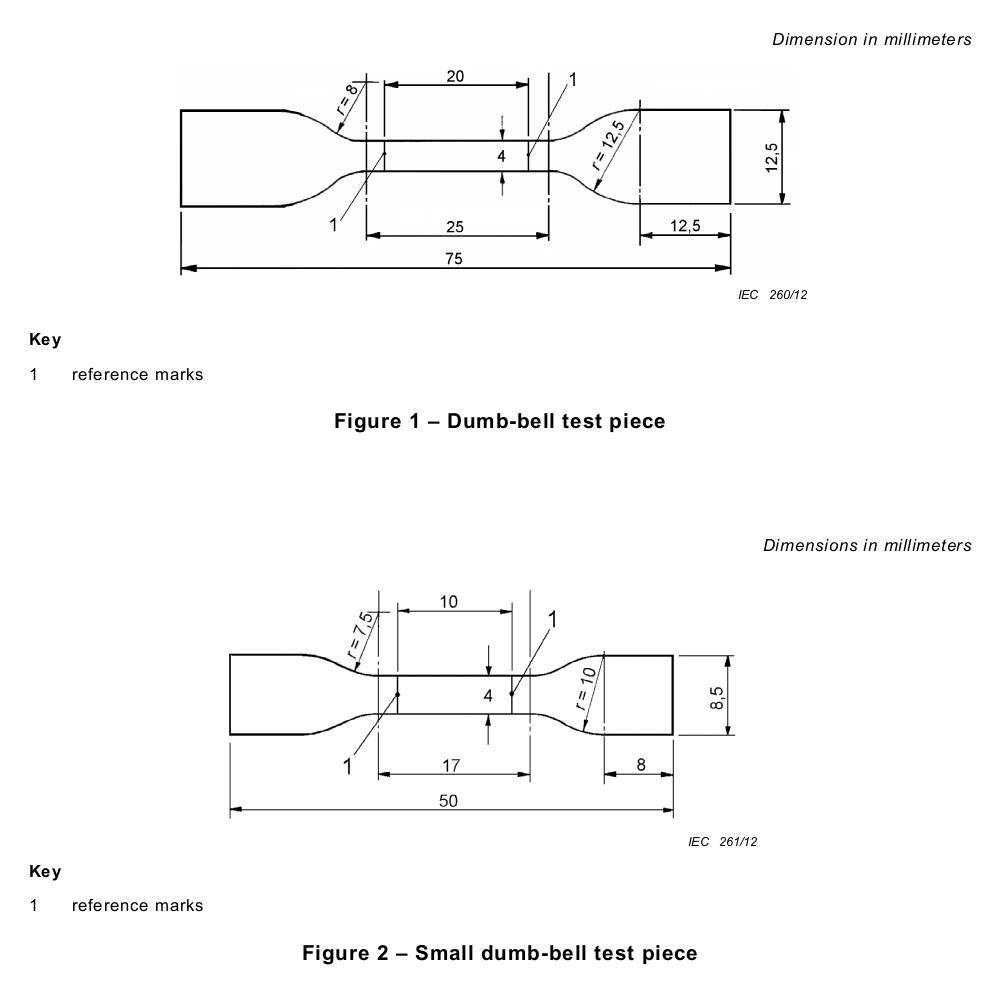
A dumb-bell test piece, in accordance with Figure 1, shall then be punched from each prepared strip of insulation, or if possible, two dumb-bell test pieces shall be punched side by side.
In order to improve the reliability of the results, the following is recommended:
–the punch shall be very sharp to minimize imperfections in the test piece;
–a cardboard or other suitable support shall be placed between the strip and the base plate. This support shall be marked during punching, but not completely cut through by the punch;
–burrs on the sides of the test piece shall be avoided.
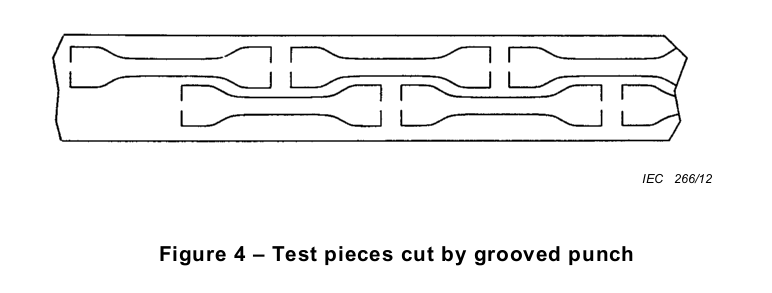
For materials where punching results in burrs, the following method may be used:
1) each end of the punch shall have a groove approximately 2,5 mm wide and 2,5 mm high (see Figure 3);
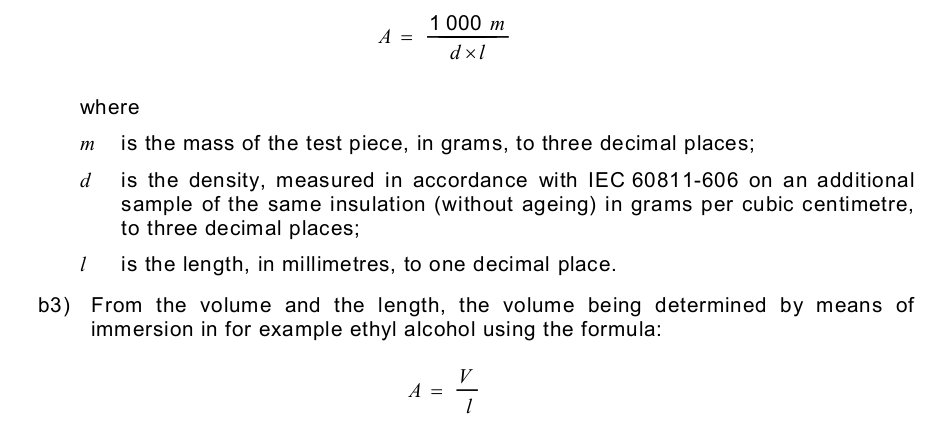
2) the cut dumb-bell test pieces shall remain attached at both ends with the strip previously prepared according to the requirements of 4.2.3 b) (see Figure 4);
3) with the machine given in Annex A, an additional 0,10 mm to 0,15 mm thickness can be cut away to remove possible burrs resulting from the dumb-bell punch. When this operation is completed, the dumb-bell test pieces shall be cut through at their ends in order to remove them from the strip.
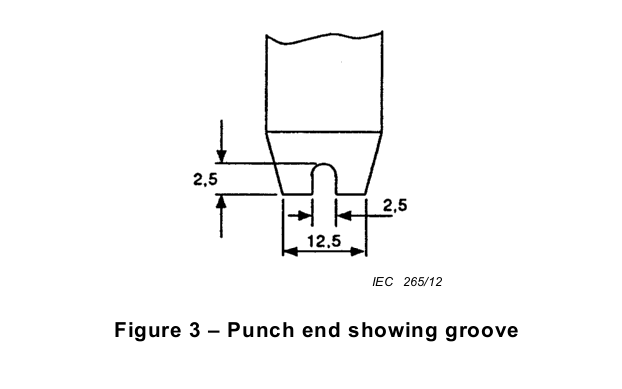
When the diameter of the core is too small to allow the dumb-bell to be cut in accordance with Figure 1, then a smaller dumb bell test piece in accordance with Figure 2, shall be punched from each prepared strip.
The central 20 mm for the larger dumb-bells or 10 mm for the smaller dumb-bells shall be marked on each test piece, immediately before the tensile test.
NOTE 4 Where a contact extensometer is used, the pre set grips at the required spacing are deemed to constitute a mark.
Dumb-bell test pieces with incomplete ends are permitted, provided that the breaking point occurs between the reference marks.
c) Tubular test pieces
Tubular test pieces shall be used only when the dimensions of the core are such that it is
not possible to prepare dumb-bell test pieces.
The samples of core shall be cut into pieces approximately 100 mm long and the conductor and any outer coverings removed, care being taken not to damage the insulation. The tubes shall be marked to identify the sample from which they were prepared and their relative positions in the sample.
Careful removal of the conductor can be facilitated by the use of one or more of the following operations:
1) by elongation of the rigid conductors;
2) by careful rolling of the core under low mechanical force;
3) in the case of stranded or flexible conductors, by first removing one or more of the central strands or wires.
After removal of the conductor, the separators, if any, are removed. In case of difficulty, one of the following operations may be used:
– immersion in water, in the case of paper separators;
– immersion in ethyl alcohol, in the case of polyethylene terephthalate separators;
– rolling of the insulation on a smooth surface.
The central 20 mm shall be marked immediately before the tensile test.
NOTE 5 Where a contact extensometer is used, the pre set grips at the required spacing are deemed to constitute a mark.
The presence of pieces of separator remaining inside the test piece can be observed during the tensile tests by formation of irregularities in the test piece during elongation.
In such cases, the result shall be rejected.
4.2.4 Determination of cross-sectional area
a)Dumb-bell test piece
The cross-sectional area of each test piece is the product of the common width and the
measured individual minimum thickness which shall be determined as follows.
For the width:
– the common width is the minimum width of three, randomly selected test pieces;
– if there is doubt about the uniformity of the width, this shall be measured at three positions on the top and the bottom side of the three test pieces. The mean of the top and bottom side measurements shall be calculated for each position. The common width shall be the minimum of the nine mean values determined on the three test pieces;
– in the case of further doubt, the width is measured on each individual test piece. For the thickness:
– the thickness of each test piece is the minimum of three thickness measurements carried out in the area to be stretched.
The measurements shall be carried out by an optical instrument or by a dial gauge giving a contact pressure not exceeding 0,07 N/mm2.
The instrument shall be capable of measuring the thickness with an error of not more than 0,01 mm and the width with an error of not more than 0,04 mm.
In case of doubt, where technically possible, an optical instrument shall be used. Alternatively, a dial gauge with a maximum contact pressure of 0,02 N/mm2 may be used.
NOTE An appropriate curved foot of the dial gauge should be used if the central part of the dumb-bell is still curved.
b)Tubular test piece
In the middle of the sample being used to prepare the test pieces, a piece shall be taken
to determine the cross-sectional area, A, in square millimetres, of the test piece, using one of the following methods. In case of doubt, the second method b2) shall be used.
b1) From the dimensions, using the formula:
A = π (D – δ) δ
where
δ is the mean value of the thickness of the insulation, in millimetres, determined
as specified in IEC 60811-201 and rounded off to two decimal places;
Dis the mean value of the outer diameter of the test piece, in millimetres, determined as specified in test method of IEC 60811-203 and rounded off to two decimal places.
b2) From the density, the mass and the length, using the formula:
where
V is the volume, in cubic millimetres, to two decimal places;
l is the length, in millimetres, to one decimal place.
Care shall be taken to avoid air bubbles in or on the surface of the test piece during immersion.
c) Sequence of determination of cross-sectional area and ageing
For test pieces which are to be aged, the cross-sectional area shall be determined before ageing treatment, unless the insulation is to be aged in the presence of the conductor.
4.2.5 Ageing treatment
Each required ageing treatment shall be carried out on a minimum of five test pieces (see
4.2.2) in accordance with IEC 60811-401, under the conditions specified in the relevant cable standard.
4.2.6 Tensile testing procedure
The test procedure shall be as follows:
a)Test temperature
The test shall be carried out at a temperature of (23 ± 5) °C. In case of doubt for
thermoplastic insulation, the test shall be carried out at (23 ± 2) °C.
b)Distance between the grips and rate of separation
The grips of the tensile testing machine may be either of a self-tightening type or not. The total length between the grips shall be about
– 34 mm for dumb-bells as illustrated in Figure 2,
– 50 mm for dumb-bells as illustrated in Figure 1,
– 50 mm for tubes, if tested with self-tightening grips,
– 85 mm for tubes, if tested with non-self-tightening grips.
The rate of separation, except for PE and PP insulations, shall be (250 ± 50) mm/min and, in case of doubt, (25 ± 5) mm/min.
For PE and PP, or insulations containing these materials, the rate of separation shall be
(25 ± 5) mm/min, but for routine tests, separation rates up to (250 ± 50) mm/min are permitted.
c)Measurements
The maximum tensile force during the test shall be measured and recorded and the
distance between the two reference marks at breaking point shall be measured on the same test piece.
An unsatisfactory result due to any test piece breaking due to damage in the grips shall be ignored. In this event, at least four valid results shall be obtained in order to calculate the tensile strength and elongation at break; otherwise the test shall be repeated.
4.2.7 Expression of results
Calculate the tensile strength and the elongation at break according to the definitions given in
3.3 and 3.4, respectively.
The median value of the results shall be determined.