5 Apparatus
5.1 Test machine
5.1.1 The principles, characteristics and verification of suitable test machines are detailed in ISO 13802.
6 Test specimens
6.1 Preparation
6.1.1 Moulding and extrusion compounds
Specimens shall be prepared in accordance with the relevant material specification. When none exists, and unless otherwise specified, specimens shall be either directly compression moulded or injection moulded from the material in accordance with ISO 293, ISO 294-1, ISO 295 or ISO 10724-1 as appropriate, or machined in accordance with ISO 2818 from sheet that has been compression or injection moulded from the compound. Specimens may also be cut from multipurpose test specimens complying with ISO 3167, type A.
6.1.2 Sheets
Specimens shall be machined from sheets in accordance with ISO 2818. Whenever possible, specimens with notch A shall be used. The machined surface of unnotched specimens shall not be tested under tension.
6.1.3 Long-fibre-reinforced materials
A panel shall be prepared in accordance with ISO 1268 or another specified or agreed upon preparation procedure. Specimens shall be machined in accordance with ISO 2818.
6.1.4 Checking
The specimens shall be free of twist and shall have mutually perpendicular parallel surfaces. The surfaces and edges shall be free from scratches, pits, sink marks and flash.
The specimens shall be checked for conformity with these requirement by visual observation against straightedges, squares and flat plates, and by measuring with micrometer callipers.
Specimens showing measurable or observable departure from one or more of these requirements shall be rejected or machined to proper size and shape before testing.
6.1.5 Notching
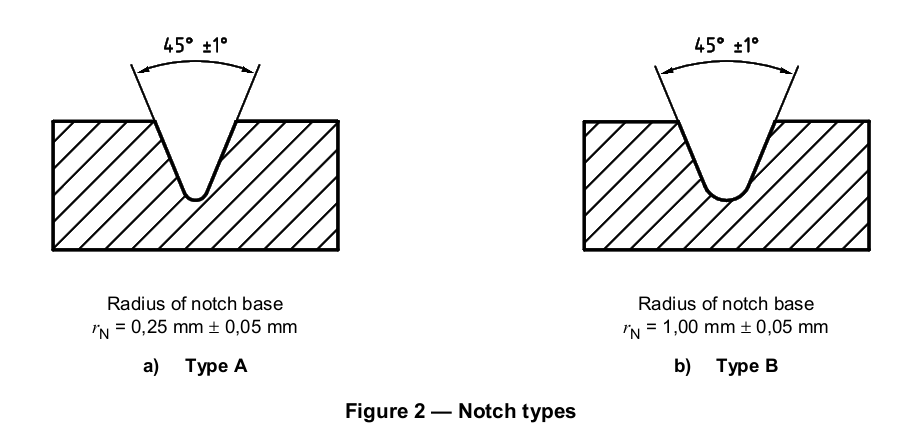
6.1.5.1 Machined notches shall be prepared in accordance with ISO 2818. The profile of the cutting tooth shall be such as to produce in the specimen a notch of the contour and depth shown in Figure 2, at right angles to its principal axes. The notch profile shall be checked at regular intervals.
6.1.5.2 Specimens with moulded-in notches may be used if specified for the material being tested. Specimens with moulded-in notches do not give results comparable to those obtained from specimens with machined notches. The notch profile shall be checked at regular intervals.
6.3 Shape and dimensions
6.3.1 General
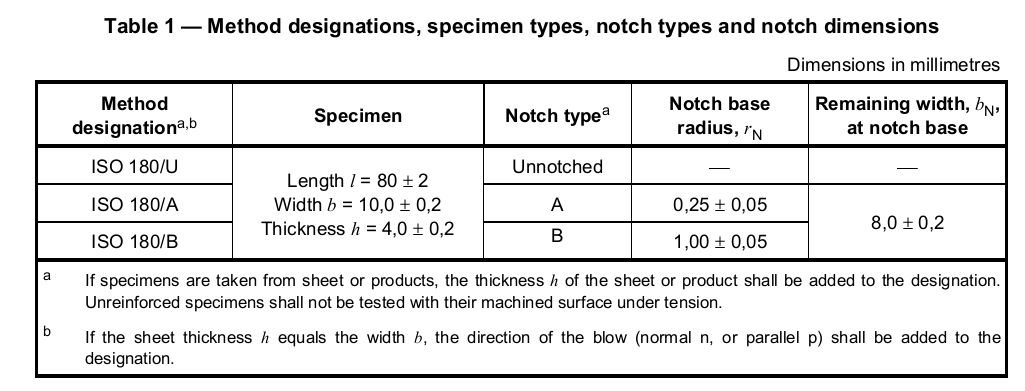
For the dimensions of the test specimen, see Table 1.
Where necessary with certain types of apparatus, the length may be shortened symmetrically to 63,5 mm.
The longitudinal direction of the notch is always parallel to the thickness h.
6.3.2 Moulding and extrusion compounds
Test specimens with one of two different types of notch shall be used as specified in Table 1 and shown in Figure 2. The notch shall be located at the centre of the specimen.
The preferred type of notch is type A. If information on the notch sensitivity of the material is desired, specimens with notch types A and B shall be tested.
6.3.3 Sheet materials, including long-fibre-reinforced materials
The recommended thickness h is 4 mm. If the specimen is cut from a sheet or a piece taken from a structure, the thickness of the specimen, up to 10,2 mm, shall be the same as the thickness of the sheet or the structure.
Specimens taken from pieces thicker than 10,2 mm shall be machined to 10 mm ± 0,2 mm from one surface, providing that the sheet is homogeneous in its thickness and contains only one type of reinforcement uniformly distributed. If unnotched specimens are tested, the original surface shall be tested under tension, in order to avoid surface effects.
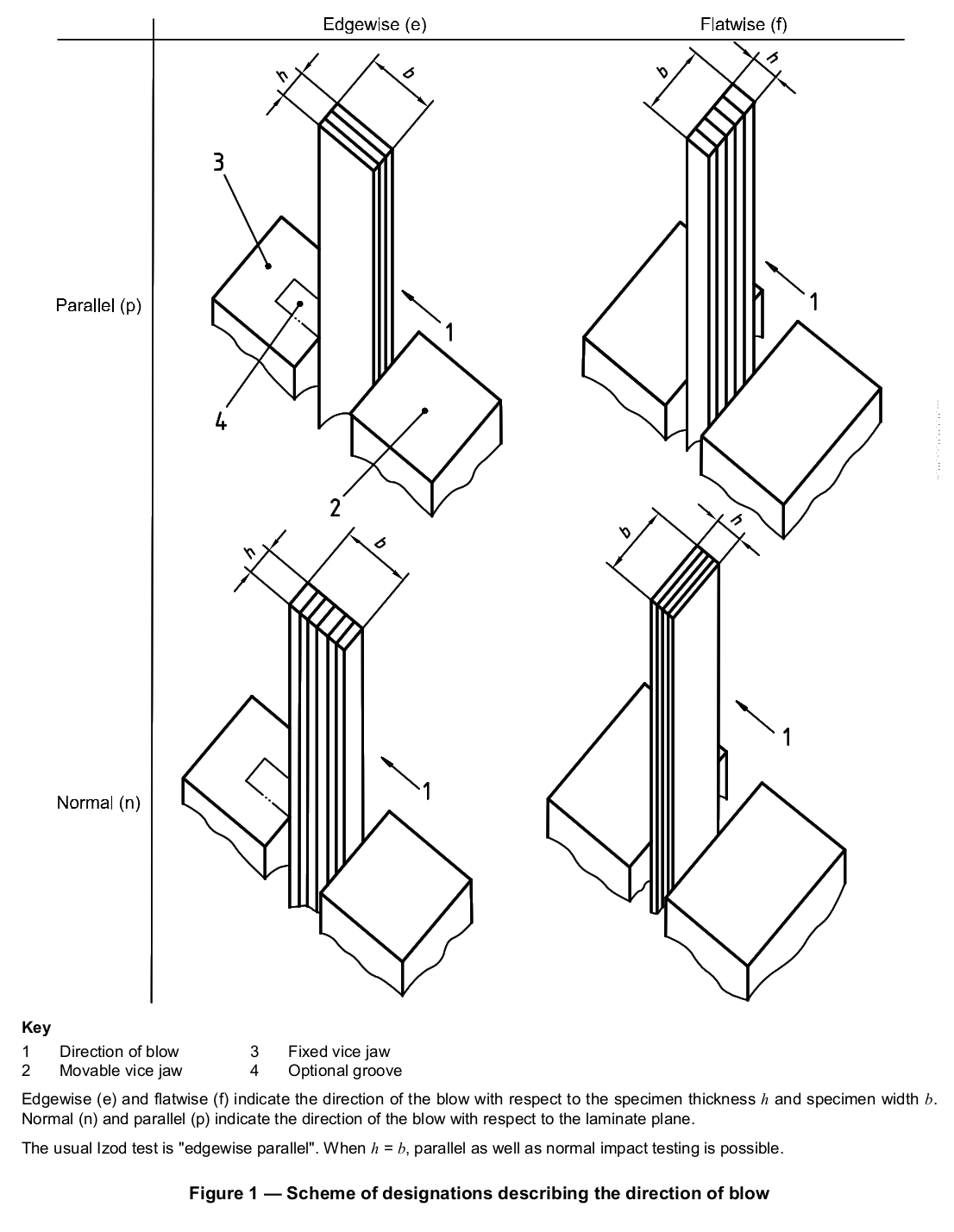
Specimens shall be tested edgewise parallel, with the exception of specimens with h = b =10mm which can be tested parallel or normal to the laminate plane (see Figure 1).
6.4 Number of test specimens
6.4.1 Unless otherwise specified in the standard for the material being tested, a set consisting of 10 specimens shall be tested. When the coefficient of variation (see ISO 2602) has a value of less than 5 %, a minimum number of five test specimens is sufficient.
6.4.2 If laminates are tested in the normal and parallel directions, 10 specimens shall be used for each direction.
6.5 Conditioning
Unless otherwise specified in the standard for the material under test, the specimens shall be conditioned for at least 16 h at 23 °C and 50 % relative humidity in accordance with ISO 291, unless other conditions are agreed upon by the interested parties. In the case of notched specimens, the conditioning time is after notching.
7 Procedure
7.1 Conduct the test in the same atmosphere as that used for conditioning, unless otherwise agreed upon by the interested parties, e.g. for testing at high or low temperatures.
7.2 Measure the thickness h and width b of each test specimen, in the centre, to the nearest 0,02 mm. In the case of notched specimens, carefully measure the remaining width bNto the nearest 0,02 mm.
In the case of injection-moulded specimens, it is not necessary to measure the dimensions of each specimen. It is sufficient to measure one specimen from a set to make sure that the dimensions correspond to those in Table 1. With multiple-cavity moulds, ensure that the dimensions of the specimens are the same for each cavity.
7.3 Check that the impact machine is able to perform the test with the specified velocity of impact and that it is in the correct range of absorbed energy W which shall be between 10 % and 80 % of the available energy at impact, E. If more than one of the pendulums conform to these requirements, the pendulum having the highest energy shall be used.
7.4 Determine the frictional losses and correct the absorbed energy in accordance with ISO 13802.
7.5 Lift the pendulum to the prescribed height and support it. Place the specimen in the vice and clamp it as shown in Figure 1, in accordance with 5.1.2. When determining the notched Izod impact strength, the notch shall be positioned on the side that is to be struck by the striking edge of the pendulum.
7.6 Release the pendulum. Record the impact energy absorbed by the specimen and apply any necessary corrections for frictional losses, etc. (see 7.4).
7.7Four types of break designated by the following code-letters may occur:
C complete break: a break in which the specimen separates into two or more pieces
H hinge break: an incomplete break such that both parts of the specimen are held together only by a thin peripheral layer in the form of a hinge having low residual stiffness
P partial break: an incomplete break that does not meet the definition for hinge break
N non-break: there is no break, and the specimen is only bent and pushed through the support blocks, possibly combined with stress whitening
8 Calculation and expression of results
8.1 Unnotched specimens
Calculate the Izod impact strength of unnotched specimens, aiU, expressed in kilojoules per square metre, using the following equation:

Ec is the corrected energy, in joules, absorbed by breaking the test specimen;
h is the thickness, in millimetres, of the test specimen;
b is the width, in millimetres, of the test specimen.
8.2 Notched specimens
Calculate the Izod impact strength of notched specimens, aiN, expressed in kilojoules per square metre, with notches A or B, using the following equation: