
3 Principle
The times of flow of a solvent and a solution of resin in the solvent at a concentration of 0,005 g/ml are
measured at 25 °C by conventional methods. The viscosity number is calculated from these
measurements and from the known concentration of the solution. Specific gravity difference and kinetic
energy corrections are small in this method and are not applied.
5 Apparatus
5.1 Mill, to reduce the sample to a grain size of about 0,5 mm.
5.2 Volumetric flask, of capacity 100 ml, fitted with a ground-glass stopper.
5.3 Conical flask, of capacity 150 ml, fitted with a ground-glass stopper.
5.4 Burette, graduated in divisions of 0,1 ml.
5.5 Steam bath, or other means to heat the contents of a flask to 90 to 100 °C.
5.6 Oil bath, capable of being controlled at 135 to 140 °C, or other means to heat the contents of a flask
to that temperature range.
5.7 Magnetic stirrer, or other equipment to continuously agitate the contents of a stoppered flask.
5.8 Thermostatic bath, capable of being maintained at 25 +- 0,05 °C.
5.9 Viscometer, suspended-level Ubbelohde type, size No. 1B, 1C or 2, in accordance with ISO 3105.
Other types of viscometer listed in ISO 3105 may be used, provided that the results are equivalent to
those of the Ubbelohde viscometers specified above. However, in cases of dispute, Ubbelohde
viscometers shall be used.
5.10 Stainless-steel sieve, with a nominal aperture size of 63 to 90 µm, or sintered-glass filter funnel
with 40 to 100 µm pore diameter.
5.11 Analytical balance, accurate to 0,1 mg.
5.12 Stopwatch, accurate to 0,1 s.
5.13 Vacuum dryer, capable of being maintained at about 130 °C under vacuum.
6 Solvent and solution
6.1 Selection of the solvent
6.1.1 The value of the viscosity number of a saturated polyester depends on the solvent used. Six
different solvents are described in this part of ISO 1628: phenol/1,2-dichlorobenzene (4.1),
phenol/1,1,2,2-tetrachloroethane (4.2), o-chlorophenol (4.3), m-cresol (4.4), dichloroacetic acid (4.5) and
phenol/2,4,6-trichlorophenol (4.6).
The flow times of the solvents shall be determined at least once each day that they are used (see 7.2). If
the flow time of a solvent differs by more than 1 % from the initial value at the time of preparation, the
solvents shall be discarded and fresh solvent prepared.
The solvent or solvents to be used for a particular saturated polyester are specified below.
6.1.2 For PET, use phenol/1,2-dichlorobenzene (50/50), phenol/1,1,2,2-tetrachloroethane (50/50 or
60/40), o-chlorophenol or dichloroacetic acid as solvent.
NOTE – Equations for the interconversion of viscosity number determined in these four solvents are
presented in annex A, subclause A.3.1.
6.1.3 For PBT and corresponding copolyesters, use phenol/1,1,2,2-tetrachloroethane (50/50 or 60/40),
o-chlorophenol, m-cresol, phenol/1,2-dichlorobenzene (50/50) or dichloroacetic acid as solvent.
NOTE – Equations for the interconversion of viscosity number determined in these four solvents are
presented in annex A, subclause A.3.2.
6.1.4 For PCT, use phenol/1,1,2,2-tetrachloroethane (60/40) as solvent.
6.1.5 For amorphous PEN, use phenol/1,1,2,2-tetrachloroethane (60/40) as solvent and for crystalline
PEN use phenol/2,4,6-trichlorophenol (60/40).
6.1.6 For other TP homopolymers and copolymers, m-cresol is the recommended solvent.
6.2 Determination of inorganic materials or other additives in the sample
Contents of inorganic materials or other additives exceeding 0,5 % (m/m) each shall be taken into
account in the preparation of the test solution (6.4).
6.2.1 Determination of the content of inorganic materials
If the sample contains inorganic materials, such as fillers or glass fibres, determine the content in
accordance with ISO 3451-2.
6.2.2 Determination of the content of other additives
If the sample contains other additives, such as polyalkenes or flame retardants, determine the content in
an appropriate way. Report the procedure(s) used.
NOTE – When a polyester is a compound consisting of many components (flame retardants, fillers,
antioxidants, impact modifiers), the analysis of the polyester content is more specific. This can be
achieved by hydrolysis of the polyester and subsequent analysis of the monomer(s).
6.3 Sample
The sample shall be representative of the material to be tested. Predry the sample at 120 °C under
vacuum for 3 h to avoid a decrease in VN by hydrolysis with residual water.
6.4 Preparation of solution
Use one of the following procedures:
6.4.1 Procedure A
Weigh out, to the nearest 0,2 mg, a test portion m1
in the range:
The corrections for i and o need only be applied if they exceed 0,5 % (m/m) each.
Transfer the test portion to the volumetric flask (5.2), add 60 ml of solvent, stopper the flask and warm
on the steam bath (5.5), with occasional stirring, until the polymer has dissolved completely. On the
steam bath, no degradation of the polymer occurs. If, however, long waiting times are undesirable for
other reasons, the dissolution may be accelerated by agitating the flask continuously, for example with
the magnetic stirrer (5.7).
Samples of highly crystalline poly(ethylene terephthalate), such as postcondensed moulding chips,
which may have crystallinities of around 65 %, will not dissolve on the steam bath, not even with
continuous stirring. To dissolve such samples, grind the material in the mill (5.1) and dissolve at a
temperature of 135 to 140 °C (5.6) with continuous stirring. At 135 to 140 °C, some degradation of the
polymer occurs. Therefore, avoid heating times over 30 min.
After dissolution, cool the flask and its contents to 25 + 2 °C, make up to 100 ml with solvent held at this
temperature, and mix well. If, in dissolving, a magnetic stirrer has been used, first remove it from the
solution and rinse it with the make-up solvent, ensuring that all the washings enter the flask. The
concentration of the polymer in the solution, expressed in grams per millilitre, used in calculating the
viscosity number (clause 8) is given by the formula
where i and o have the same meaning as in 6.4.1.
The corrections for i and o need only be applied if they exceed 0,5 % (m/m) each. The solvent added
shall be at 25 + 2 °C.
Stopper the flask. Dissolve the polymer by heating the flask on the steam bath, or, if required, in the oil
bath, following the procedures and observing the precautions mentioned in 6.4.1. After dissolution, cool
the flask to room temperature.
7 Procedure
7.1 Preparatory operations
With phenol/1,2-dichlorobenzene, phenol/1,1,2,2-tetrachloroethane, o-chlorophenol and
phenol/2,4,6-trichlorophenol as the solvent, use a No. 1C viscometer. With m-cresol, use a No. 2
viscometer. With dichloroacetic acid, use a No. 1B viscometer.
Filter the test solution through the screen or sintered-glass filter (5.10) into the viscometer. The volume
shall be such that, after draining, the level lies between the filling marks. Carry out this filling operation
away from the thermostatic bath (5.8) to prevent contamination of the bath in the case of accidental
spills.
Mount the viscometer in the thermostatic bath, ensuring that the tube is vertical and that the upper
graduation mark is at least 30 mm below the surface of the bath liquid. Allow at least 15 min for the
charged viscometer to attain the temperature of the bath, (25 +- 0,05 °C).
7.2 Measurement of flow time
Determine the flow time of the solution several times, without emptying and recharging, until two
successive flow times agree to within 0,25 %. Take the mean of these two flow times as the flow time of
the test solution.
Determine the mean flow time of the solvent in the same viscometer and in the same manner as for the
test solution. It is sufficient to measure this time once for each series of determinations. However,
measure the time at least once each day the solvent is used. If two successive determinations of the
mean flow time differ by more than 0,4 s, clean the viscometer.
8 Expression of results
Calculate the viscosity number, expressed in millilitres per gram, from the formula
When procedure A has been used to prepare the test solution, calculate c as described in 6.4.1. When
procedure B has been used, c is equal to 0,005 g/ml.
With each polymer sample, carry out at least two determinations of the viscosity number, each time
using a fresh solution, until two successive values differ by no more than 3 %. Report the mean of these
two values, rounded off to the nearest whole number, as the viscosity number of the sample.
Intrinsic Viscosity (Using MFI)
The intrinsic viscosity η (short: IV), also called Staudinger’s index, describes the structural and rheological properties of highly concentrated solutions and polymer melts in cm³/g. It is used to characterize the average molecular weight of PET and PA-based polymers.
The determination of the intrinsic viscosity (IV) is possible with all AHP’s melt indexers via a correlation. This correlation is determined from a data set of measured melt indexes and measured intrinsic viscosity (IV), representative for the product-spectrum. Once established, the correlation is used by the melt indexer to calculate the intrinsic viscosity (IV) directly from the measured MFR/MVR. Both values are displayed and stored as result.
This makes it possible to determine the intrinsic viscosity together with the MFR/MVR quickly and easily in one test without the use of solvents.
The Detection of the Intrinsic Viscosity (IV)
To characterize the average molecular weight on Polyester (PET) and Polyamid (PA) based plastics very often the solvent viscosity is being used, also called intrinsic viscosity. This value is very time-consuming to determine and the incoming solvents might be harmful while handling as well as circumstantial in the disposal. In many cases this detected value is afflicted with a wide error spread of the results. Automatic measuring devices to determine the intrinsic viscosity might be very complex.
By contrast to this procedure the melt index or also the melt viscosity, determined with Melt Index Devices, also called Plastometer, can be found out in an easy and fast way.
Calculation of the Intrinsic Viscosity
The determination of the intrinsic viscosity is performed through a correlation relationship. This is being defined by a one-time detected and representative data set of a product group out of measured melt index or melt viscosity values and measured intrinsic viscosities (IV). The data set should be detected for minimum 3 pair of variates IV values and melt index or melt viscosities. With a higher number of pair of variates a higher accuracy for the IV value via the correlation relationship can be reached. On time determined this function can be used also for other materials with similar filler content.
The following diagram show as an example for PET a very good correlation between melt index and IV value as well as melt viscosity and IV value:
For the correlation relationship between intrinsic viscosity and melt index or melt viscosity the following combinations are valid, which describe finally the temperature dependences of the melt index or the melt viscosities.
Via the average value of the MFR or MVR the intrinsic viscosity IVRheo is being calculated as follows:

Also comparable with the calculated or measured melt viscosity η
(here at the melt viscosity a preferable way is to use the zero shear viscosity η0 ;
to determine the zero shear viscosity models like Yasuda or Carreau-Winter can be used.

Here are:
TK = Test temperature in °K
A = Axis intercept (constant)
B = Gradient (constant)
MI = Average value of MFR or MVR
η = Viscosity
The result of this is a correlation between the measured and the calculated intrinsic viscosities IV and IVRheo . This correlation relationship is a linear equation with 2 constants A and B.
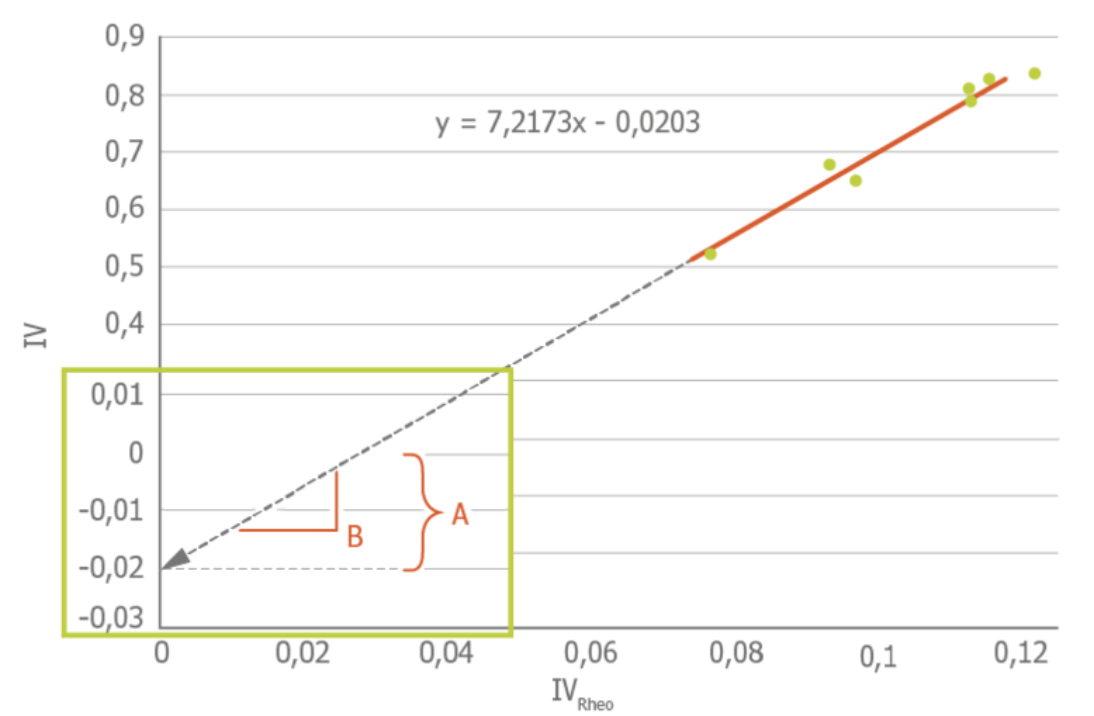

The constants A and B must be determined first, to proceed the calculation. The constants are only valid for one test weight or one shear rate under the precondition, that the measurement procedure of the intrinsic viscosity has been performed always in the same way. After the constants were being found out, these values are saved in the device or in the PC software.
The calculation of the intrinsic viscosity has been proceed after the measurement. At first the IVRheo is being calculated with the measured MI average value or the melt viscosity according to above equations. Afterwards the IV is being detected out of the calculated IVRheo and the known coefficients A and B according to equation.
One IV value is being calculated out of the average value of the MI measurement or out of the viscosity for each weight or shear rate. We recommend to determine the constants for each product spectrum separately new because the IV value can depend from the measurement method and the used solvent in a wide range.
Determination of the constants A and B
To determine the constants A and B a minimum number of 3 pair of variates from the measured melt index or the melt viscosity and measured IV viscosity are required.
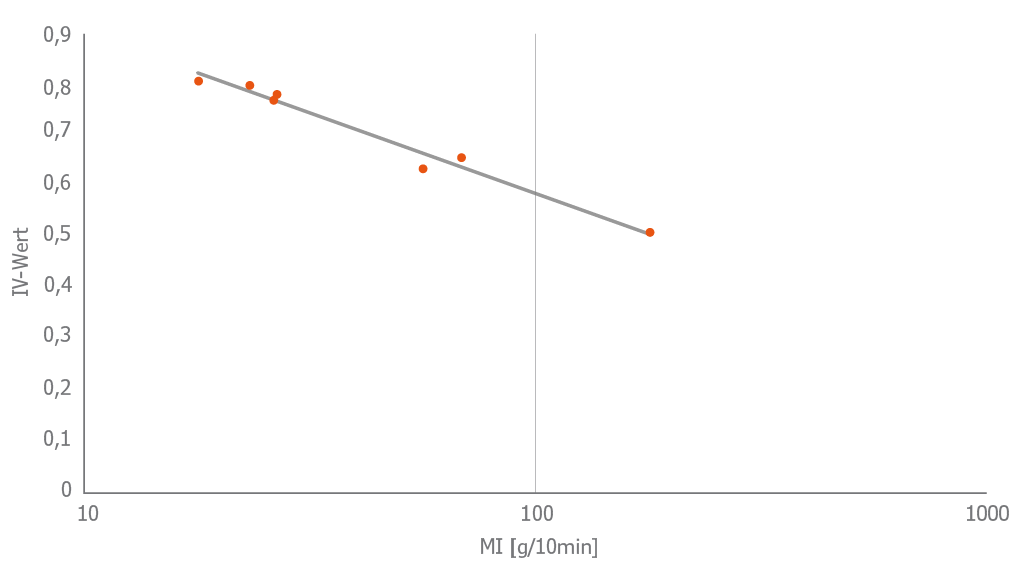
The following example has been performed with 7 melt index measurements, to improve the accuracy of the approximation:
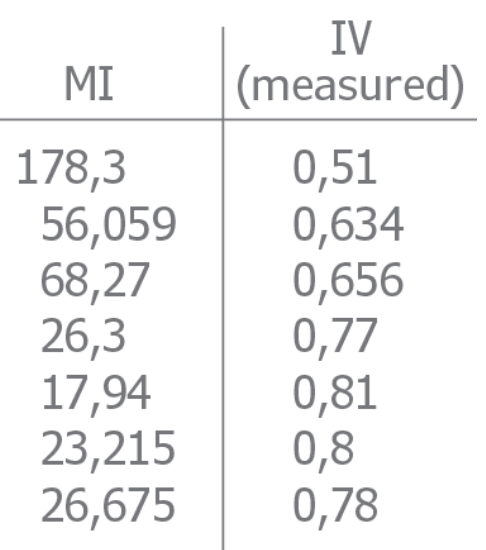
The value IVRheo has been detected via the equation out of the melt index value.
Getting the following table:
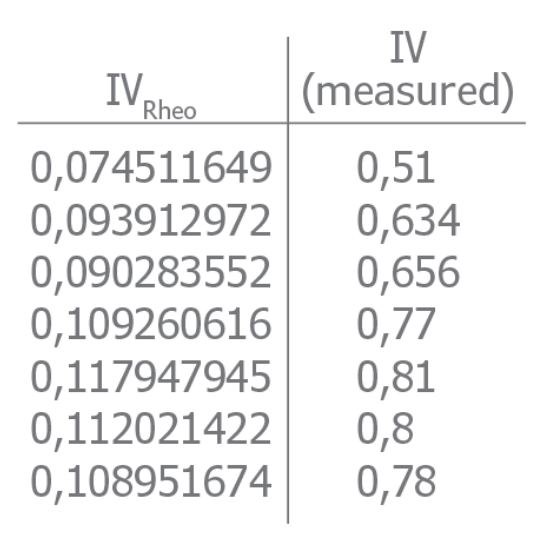
The values are being applied graphically to determine the coefficients A and B. In this case the points needs to be approximated in a linear way.
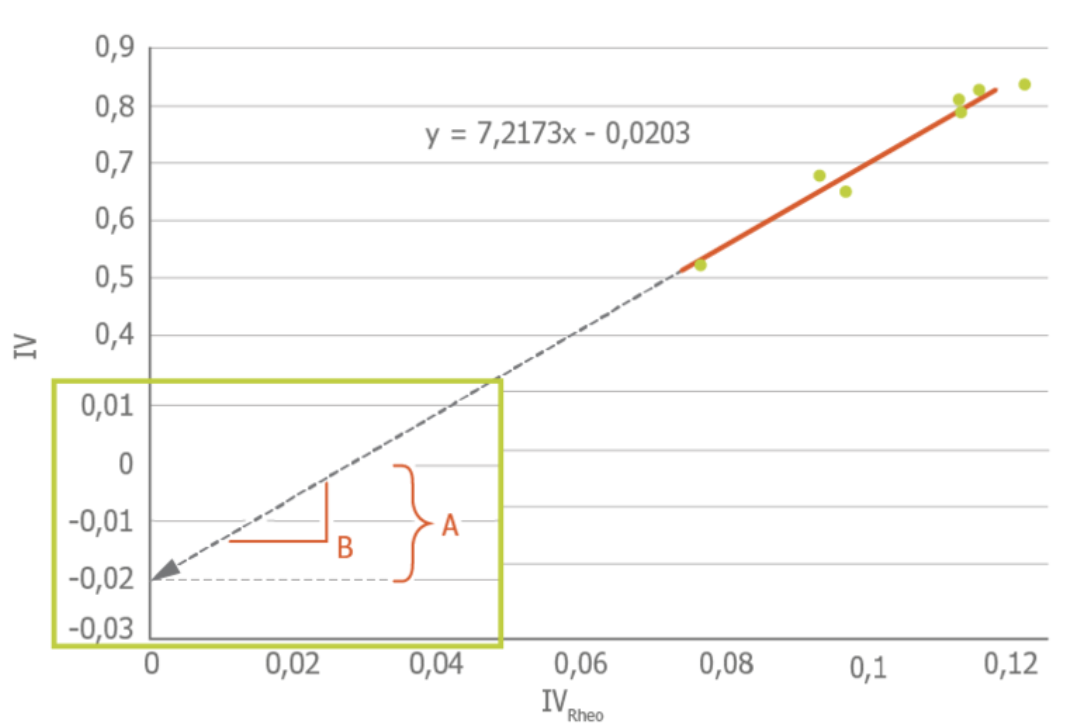
Out of the positioning of the measuring points and the linear approximation the constants A and B are A = -0,0203 and B = 7,2173.
- According to ISO 1133, ASTM D1238
- The MFR Tester used to determine the material output from 2.095mm diameter hole in specified loading and temperature condition
- temperature up to 500C
- 7 inch touch display
- USB data out to EXCEL file
- Thermal printer included
- Including standard 2.16 and 5kg weights
- Compression rod
- Piston as per standard
- Die 2.095mm
- Die cleaning tool
- Cylinder cleaning rod
- Polished cylinder
- Includes 2 heating element
- Two temperature sensors
- Steel tray
- Safety gloves