
4 Principle
A cylindrical rubber test piece is made to slide over an abrasive sheet of specified abrasive grade at a
specified contact pressure over a given distance. The test piece may be non-rotating or rotating during the test.
Abrasion takes place over one of the end surfaces of the cylindrical test piece (see Figure 1). The abrasive
sheet is attached to the surface of a rotating cylindrical drum against which the test piece is held and across which it is traversed.
The loss in mass of the test piece is determined and the volume loss is calculated from the density of the
material used for the test piece. The volume loss of the test piece is compared to that of a reference
compound tested under the same conditions.
A very important part of this method is the preparation of the abrasive sheet and its calibration using standard reference compound No. 1 (see B.2) with a non-rotating test piece.

5 Apparatus and materials
5.1 Abrasion machine
The test apparatus (see Figure 1) consists of a laterally movable test piece holder and a rotatable cylinder to which the abrasive sheet (5.2) is fixed.
The cylinder shall have a diameter of 150 mm ± 0,2 mm and a length of about 500 mm and shall be rotated at a speed of 40 r/min ± 1 r/min, the direction of rotation being as indicated in Figure 1.
The test piece holder shall have a cylindrical opening, the diameter of which can be adjusted from 15,5 mm to 16,3 mm, and a device for adjusting the length of the test piece protruding from the opening to 2 mm ± 0,2 mm.
The holder shall be mounted on a swivel arm that, in turn, is attached to a sledge that can be moved laterally on a spindle. The lateral displacement of the holder shall be 4,20 mm ± 0,04 mm per revolution of the drum (see Note 1). Suitable attachments may be provided to rotate the test piece during the test run by rotation of the test piece holder (method B), preferably at the rate of 1 revolution per 50 revolutions of the drum.
NOTE 1 With this lateral movement, the test piece passes over any one area of the abrasive sheet four times.
The central axis of the holder shall have an inclination of 3° to the perpendicular in the direction of rotation (see Figure 1), and shall be placed directly above the longitudinal axis of the cylinder to within ±1 mm.
The swivel arm and test piece holder shall be free from vibration during operation, and so disposed that the test piece is pressed against the drum with a vertical force of 10 N ± 0,2 N. For investigation of extremely soft or hard materials, the force may be changed to 5 N ± 0,1 N or 20 N ± 0,4 N respectively (see Note 2). The force is generated by adding masses to the top of the test piece holder.
NOTE 2 A force of 5 N is typically used for rubbers softer than approximately 40 IRHD and a force of 20 N is used for hard rubbers of 80 IRHD and above.
The abrasive sheet shall be attached to the drum using three evenly spaced strips of double-sided adhesive tape extending along the complete length of the drum. The width of the margins that are not touched by the test piece shall be equal. Care shall be taken to ensure that the abrasive sheet is firmly held so as to present a uniform abrasive surface over the whole area of the cylinder. One of the strips shall be placed where the ends of the abrasive sheet meet. Ideally, the ends should meet exactly, but any gap left between them shall not exceed 2 mm. The adhesive tape shall be about 50 mm wide and not more than 0,2 mm thick.
The abrasion run starts by bringing the test piece into contact with the abrasion sheet.
Placement of the test piece on the sheet at the beginning of a test run, and its removal after an abrasion run of 40 m ± 0,2 m (equivalent to 84 revolutions), shall be automatic. In special cases of very high volume loss of the test piece, the abrasion distance may be reduced to 20 m ± 0,1 m (equivalent to 42 revolutions). In that case, a revolution counter or automatic stopping device should preferably be used.
NOTE 3 For rubbers with very high mass loss, a distance of 10 m has been used.
To protect the abrasive sheet from damage by the test piece holder, a device for switching off the apparatus just before the lower edge of the test piece holder touches the sheet is recommended.
The test machine may be equipped with a vacuum hose and a brush to aid in the removal of debris from the machine.
5.2 Abrasive sheet
Abrasive sheet made with aluminum oxide of grain size 60, at least 400 mm wide, 474 mm ± 1 mm long, and 1 mm average thickness, shall be used as the abrasive medium.
In a test using a non-rotating test piece of standard reference compound No. 1 (see B.2), this abrasive sheet shall cause a mass loss of between 180 mg and 220 mg for an abrasion distance of 40 m.
When each new sheet is first used, the direction of motion shall be indicated on the sheet, as it is important that the same direction be used for all subsequent test runs. Notes on a suitable abrasive sheet are given in Annex A.
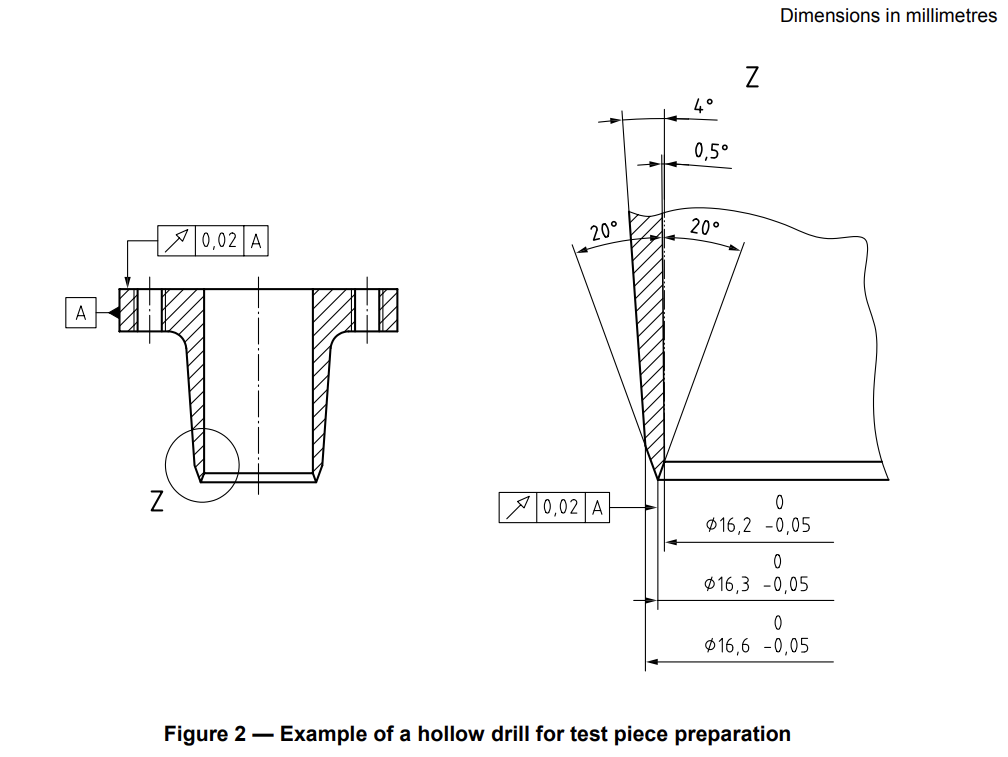
5.3 Hollow drill (see Figure 2)
The drill shown in Figure 2 is an example of a tool suitable for the preparation of test pieces that are not
moulded (see 7.1). The speed of rotation of the drill needs to be at least 1 000 r/min for most rubbers, and even higher for rubbers with a hardness of less than 50 IRHD. A sufficient cooling of the tool is necessary to prevent an undesired heating of the drill.
5.4 Balance
The balance shall be of sufficient accuracy to enable the mass loss of a test piece to be determined to ±1 mg.
5.5 Standard reference compounds
Specifications for standard reference compounds are given in detail in Annex B.
6 Calibration
The test apparatus shall be calibrated in accordance with the schedule given in Annex C.
7 Test pieces
7.1 Type and preparation
The test pieces shall be cylindrical in shape, of diameter 16 mm ± 0,2 mm, with a minimum height of 6 mm.
Test pieces are normally prepared from moulded sheet using the hollow drill (5.3) or other rotating cutting tool.
During cutting, the cutting edge shall be lubricated with water to which a wetting agent has been added.
Punching of the test pieces is not permitted.
NOTE If the cut sample is not satisfactory, cylinder vibration occurs.
Alternatively, test pieces may be vulcanized or formed in a mould.
If test pieces of the required thickness are not available, the necessary thickness may be obtained by bonding a piece of the test rubber to a base element of hardness not less than 80 IRHD. The thickness of the test rubber shall be not less than 2 mm.
9 Procedure
9.1 General test procedure
Before each test, any rubber debris left on the abrasive sheet from a previous abrasion test shall be removed with a brush. A brush of about 55 mm diameter with hard nylon or similar bristles (see Note 1) and about 70 mm in length is recommended for this purpose. In some cases, a blank test with a reference compound (see Note 1) will effectively clean the abrasive sheet (see Note 2).
Brushes with metal bristles are not recommended as they shorten the life of the abrasive sheet.
NOTE 1 Reference compound used only for cleaning purposes does not necessarily have to meet the stringent requirements of the reference compound used for test purposes.
NOTE 2 Some laboratories have found that blowing removes the debris left by some test rubbers better than brushing.
Safety blow guns which give a maximum pressure of 0,2 MPa at the nozzle when the nozzle is blocked off, used with a supply air pressure between 0,5 MPa and 0,9 MPa, have given good results.
For method A, the non-rotating test piece shall be used. For method B, the rotating test piece shall be used.
Standard reference compound No. 1 (see B.2) or No. 2 (see B.3) or a user-defined reference compound shall be used as the reference compound. The method and the reference compound used shall be stated in the test report, because the results obtained can differ. For measurements intended to be comparable, the same conditions shall be used for all test rubbers and the reference compound.
Weigh the test piece to the nearest 1 mg. Fix the test piece in the test piece holder in such a way that a length of 2,0 mm ± 0,2 mm protrudes from the opening. This length shall be checked by means of a gauge.
The test piece shall normally be pressed against the drum with a vertical force of 10 N ± 0,2 N. If, for special cases, the vertical force is reduced to 5 N ± 0,1 N or increased to 20 N ± 0,4 N, this shall be stated in the test report.
Turn on the suction, if it is provided. Move the test piece holder and sledge to the starting point and start the automatically controlled test run. Check for vibration in the test piece holder. This test method does not yield meaningful results if there is abnormal vibration in the test piece holder. The test run is stopped automatically after an abrasion distance of 40 m. When relatively large mass losses (usually more than 400 mg in 40 m) occur, the test run may be stopped after 20 m, and the length of exposed test piece reset to 2,0 mm ± 0,2 mm so that the remaining 20 m of the run may be completed. At no time shall the height of the test piece be less than 5 mm. If the mass loss is greater than 600 mg in 40 m, the abrasion distance shall be reduced to 20 m and this shall be stated in the test report. The results shall be multiplied by 2 so that the mass loss can still be given for an abrasion distance of 40 m.
For non-rotating test pieces that are removed during the test, care shall be taken to ensure that the test piece is always replaced in the test piece holder in the same way.
For bonded test pieces, care shall be taken that the test pieces are not abraded down to the bond line or if a sample with a fabric reinforcement is used in fabric line (if necessary, use a 20 m run).
Weigh the test piece to the nearest 1 mg after the test run. Sometimes a small edge hanging from the test piece has to be pulled off before weighing, especially if a non-rotating test piece is used.
Carry out all test runs on the same rubber consecutively.
10 Expression of results
10.1 General
The results may be expressed either as a relative volume loss or as an abrasion resistance index.
Calculate the mean value of the mass losses of the test rubber, ∆mt, and of the reference compound ,∆mr, from the separate determinations.
10.2 Relative volume loss, ∆Vrel
The relative volume loss (see 3.2), ∆Vrel, in cubic millimetres, is given by the equation:

Calculate the mean value of the relative volume loss.
10.3 Abrasion resistance index
The ARI (see 3.3), IAR, as a percentage, is given by the equation:

Annex A
(normative)
Notes on a suitable abrasive sheet
A suitable abrasive sheet comprises corundum particles of grain size 60, i.e. passing through a 60 mesh sieve, bonded to a twill sheet with a phenolic resin. As produced, the abrasive sheet causes an abrasion loss of more than 300 mg when standard reference compound No. 1 specified in B.2 is tested using a non-rotating test piece. It is necessary to perform one or two runs with a steel test piece to reduce the abrasion loss to between 200 mg and 220 mg. This is checked by single runs with two test pieces. The direction of motion shall be indicated on the sheet, as it is important that the same direction be used for all subsequent test runs.
Experience has shown that a minimum of a few hundred runs with standard reference compound No. 1
(see B.2) can be carried out with this type of sheet before the abrasion loss comes down to 180 mg, after
which the sheet shall be discarded. Abrasive sheet produced and standardized in this manner is available commercially.
NOTE Abrasive paper can be used instead of cloth, if it provides comparable results.

DIN Abrader (DIN abrasion tester) is applicable to test the abrasion resistance of various materials, such as polyester sole, shoe sole, and polymer sheet material. Moreover, it is in accordance with DIN 53516, ASTM D5963-04, ISO 4649, ISO 20344, and so on. By rubbing the sample with a rotating wheel and sandpaper, at last stop the test when the surface of the fabric shows wear that meets the standard requirements.
According to the test result, you can figure out the fabric’s wear performance by comparing it with the standard sample. The DIN Abrasion Tester TF215 provides a wide testing area to meet most requests with additional and required balance. If you are looking for a specially customized DIN Abrasion Tester, it can be your best choice as it is characterized by its top quality and safe operation.
- Load Weight: 5N,10N
- Roll Dim: Diameter 150mm
- Length 460mm
- Rotation Speed 40rpm
- Moving Distance of the Holder: 4.2mm each rotation