

If the machine comes to you with computer and software installed, please follow below instruction to know how to use software. If you need to install the software in another PC, you need to follow the instruction of installations of products from AHP.
The main panel of software in as below:

Main setting parameters for pressure line is:

Setpoint1(bar): is the requested pressure
Rate 1(bar/min): is the rate you want to increase the pressure. this parameter controls how fast pressure to be increased.
Test time 1(min): After passing this time, the pressure control line will be stopped

Above section includes general sample parameters section including data for sample piece under test.
You can also save specific parameters as .TXT file using the key of “Save Settings” and load the file later on. When you are saving these parameters, please don’t forget to put “.txt” at the end of file name.
After finishing the test you can have report for the test using “Report” key. For reporting you also need to have MS WORD software installed on the computer. Version of MS WORD like 2007, 2013, 2016 is working properly.
After sample piece assembled, and de aired using small deairing valve on the end cap, install it inside the bath and everything is ready to start.
Before starting click on “Delete Log 1” to delete the log file of last test data. Log file is in the root of “C:/Hydro”. You can also delete it directly from the mentioned root.
Then, set the parameters of pressure, rate, test time and click on “start”.

Note: For the machine safety, please be noted not to increase main compressed air pressure line more than 4 bars.
The pressure will be increased with the rate that is specified. At any time you can click on “STOP” and drain the pressure in the line using “Drain” key.

The pressure will be increased and stop in some value less than set pressure. You need to set proper correction value on the parameter “correction” and the slider below:

When you set 20% on the parameter “Correction %” it means that you can have +-20% correction on the set value using the slider below that. Setting the slider to 100 and correction value to 20% meaning that you will have 20% correction on the requested pressure.
Suppose you set the requested pressure to 800 bars and machine stopped at 750 bars you need to make correction of 10%. in this case you can set “correction %” to 20% and the slider to 30. this means that 750 bar will be increased with the factor of [0.2*0.3= 0.06]*750=45. Then the pressure will be increased to 795 bars.
When the connection of PC to the machine is correct the led will be green and current pressure value will be displayed on “P (bar)”. When you click start button the “Run1” indicator will be green. “Current setpoint 1 (bar)” will be changed as per setting value for pressure increase rate.
In the next page you have log of temperature for the water bath.

Key functions are as the same as the other page that is commented above.
On setting page there is important parameter named “inpercent 1”.
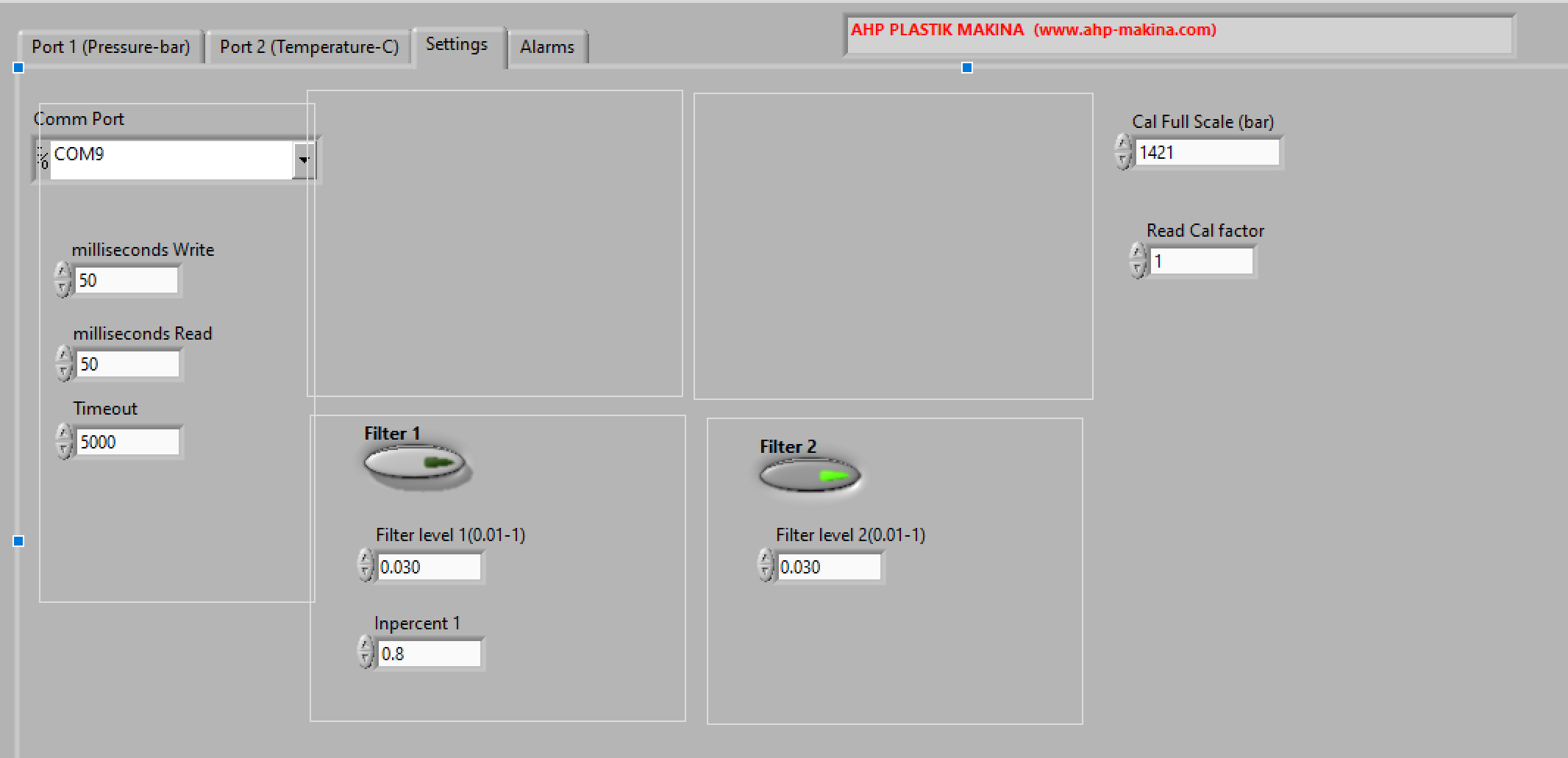
When you set a definite pressure for the sample and pressure dropped suddenly by (1-inpercent) the pressure line will be stopped automatically. Suppose you set pressure to 800 bar and “inprecent” value is 0.8 for sample piece. This means, if the pressure dropped suddenly by (1-0.8)*800= 160 bar line will be stopped. This is important parameter for recognizing the sample burst.

Above two parameters are for calibration the signal that is coming to software for pressure read calibration. Also for calibration of the signal that is going to controller for controlling the pressure.
Any need for detailed help please keep in contact via email “info@ahp-makina.com” or using our Whatsapp help line on “+905469180483”. We will be glad for helping online. For online communication please have remote desktop connection software like “Anydesk“, “Teamviewer“, “Supremo“…. installed on the PC. Thanks for choosing AHP.