

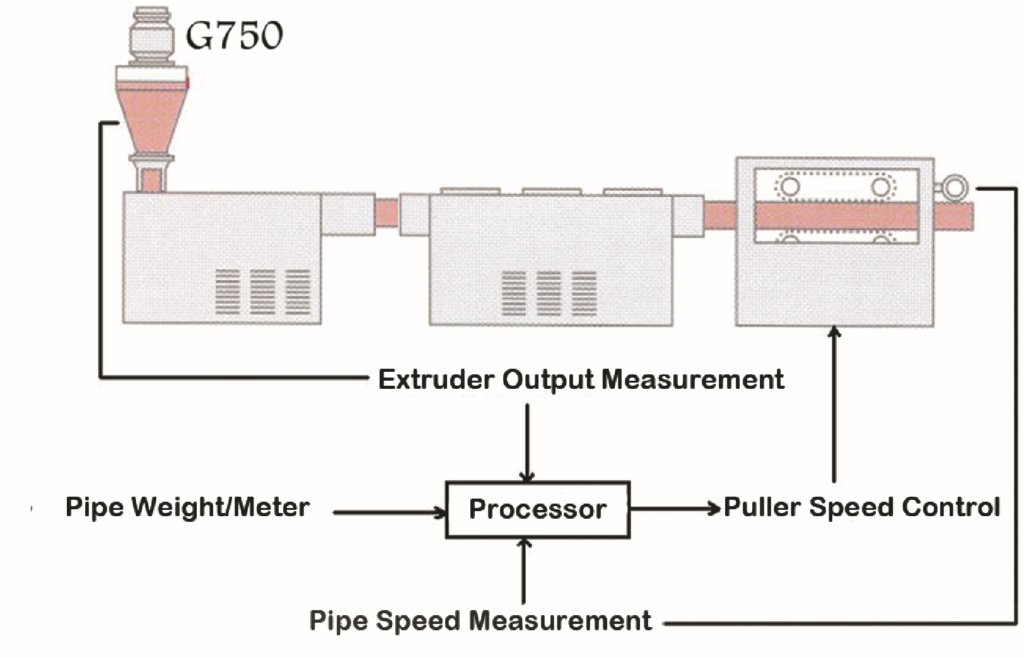
System is installed on extruder input, and measures the Kg/h output of extruder continuously. Based on requested weight per meter of pipe, system knows how much should be the line speed.
Along with the unit also an encoder will be installed on puller of the extrusion line to measure the real line speed. Speed control signal goes to puller inverter and controls the speed based on requested weight per meter of pipe. Analog signal is 0-10 V and it controls the inverter of the puller.
System also measures real line speed and having real material output of extruder it also shows and monitors real weight per meter of the pipe.
Every extrusion line operator knows that even with constant extruder screw speed you don’t have constant melt thruputs in extruder. Also the output is related to bulk density of material. Because of these two main effecting parameters of melt thruput, even with constant screw speed you have varying melt thruput. If you have gravimetric system on your extruder, beside very start up of the line you also have possibility of automatically controlling line speed based on real melt thruput of extruder.
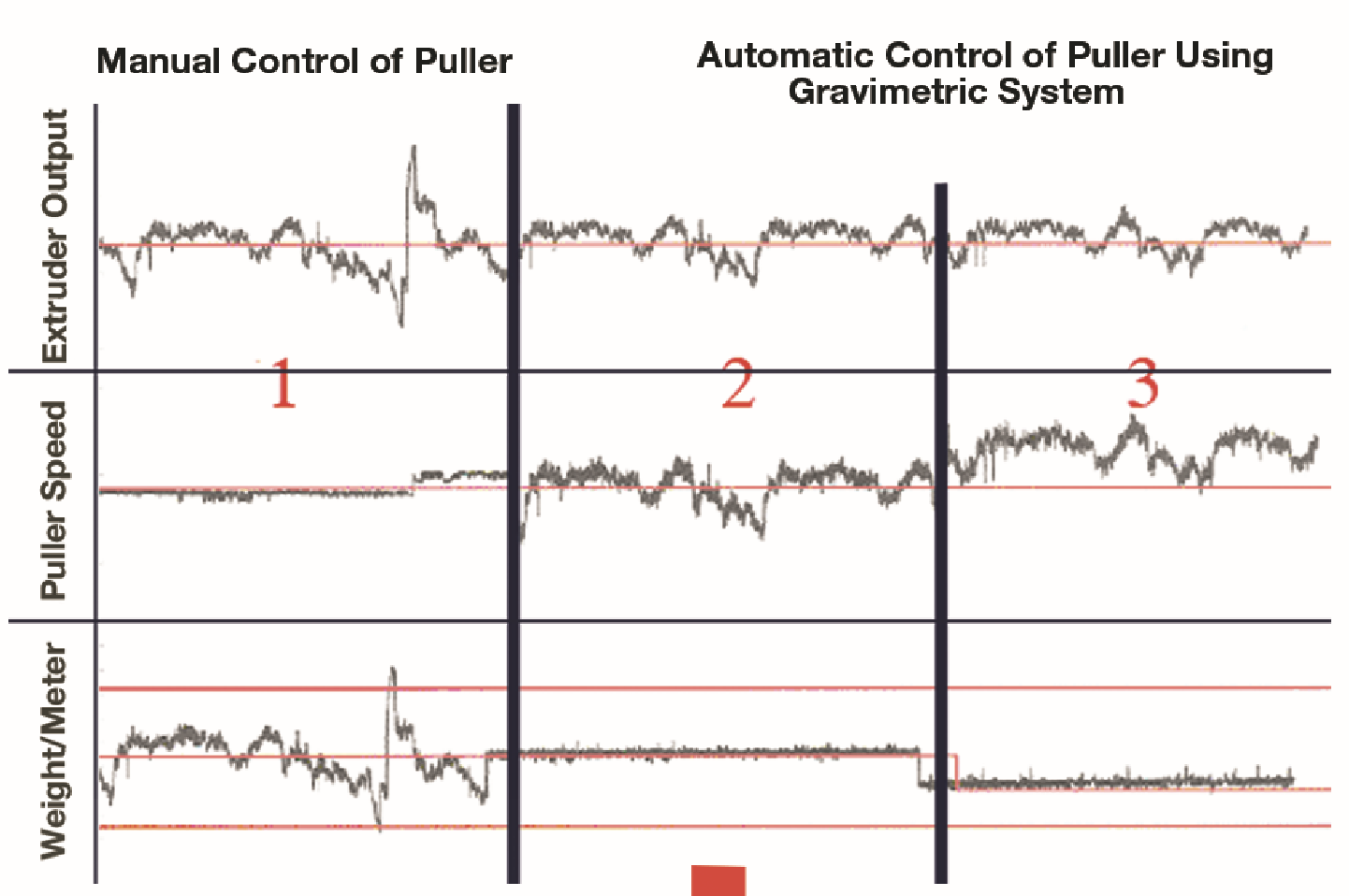
Stage 1- control of line speed manually with constant speed
Stage 2- Changing line speed automatically based on extrude melt thruput
Stage 3- Keeping wall thickness of pipe in the minimum range for material saving
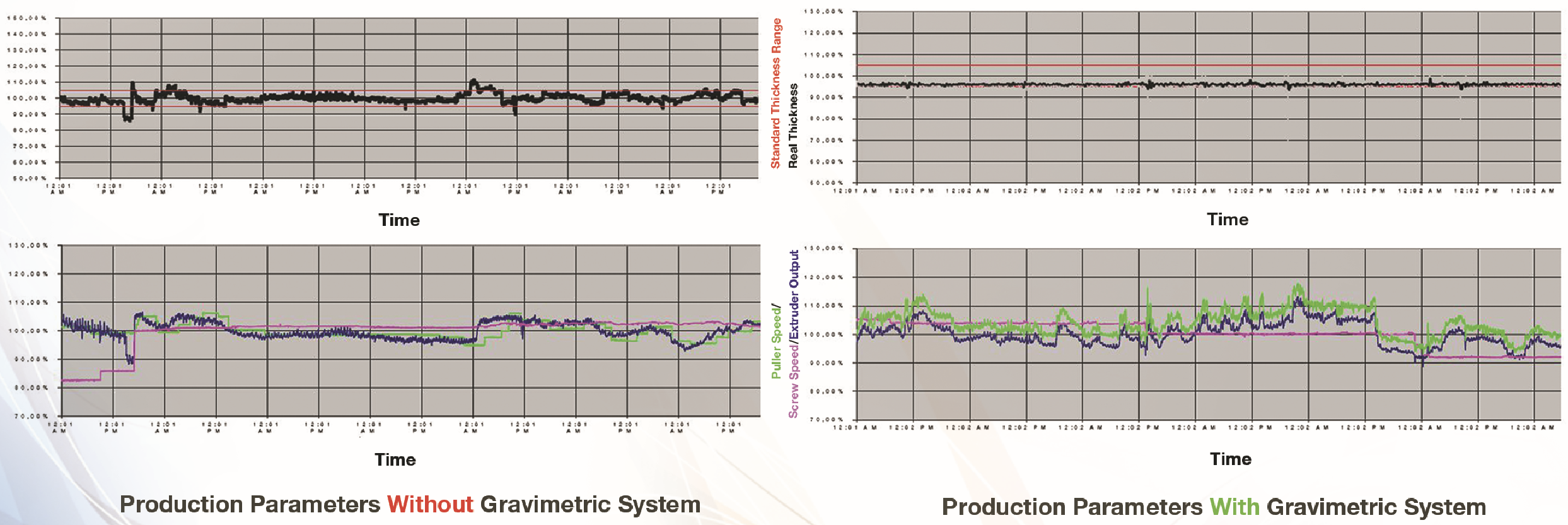
In this way beside controlling very accurate weight/meter of the pipe you also have possibility of keeping the thickness of the pipe in minimum range for material saving.
That’s why, I strongly recommend you to have loss in weight gravimetric system in your pipe extrusion line.
