

ASTM A615
Bending Requirements
10.1 The bend-test specimen shall withstand being bent around a pin without cracking on the outside radius of the bent portion. The requirements for degree of bending and sizes of pins are prescribed in Table 3. When material is furnished in coils, the test specimen shall be straightened prior to placing it in the bend tester.
10.2 The bend test shall be made on specimens of sufficient length to ensure free bending and with apparatus which provides:

10.2.1 Continuous and uniform application of force throughout the duration of the bending operation. 10.2.2 Unrestricted movement of the specimen at points of contact with the apparatus and bending around a pin free to rotate.
10.2.3 Close wrapping of the specimen around the pin during the bending operation.
10.3 It is permissible to use more severe methods of bend testing, such as placing a specimen across two pins free to rotate and applying the bending force with a fixed pin. When failures occur under more severe methods, retests shall be permitted under the bend-test method prescribed in 10.2.
DIN EN 10080
Reinforcing steel cannot be ordered and/or supplied according to this standard. Reinforcing steel can only be supplied according to product specifications in which ‚technical classes‘ are set out (such specifications include European Standards, technical specifications, national standards – e.g. the new edition of the DIN 488 series of standards – or agreements issued by the building inspectorate). If the provisions of these product specifications are in agreement with the present standard, then products manufactured according to those specifications may bear the CE mark if they fulfil all the relevant requirements. A new edition of the DIN 488 series of standards is in preparation and will replace those standards listed in the supersedure statement.
DIN 488-2
7.3.3 Bend performance
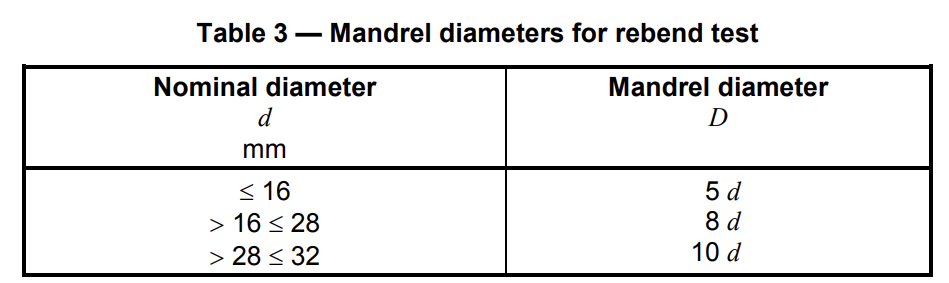
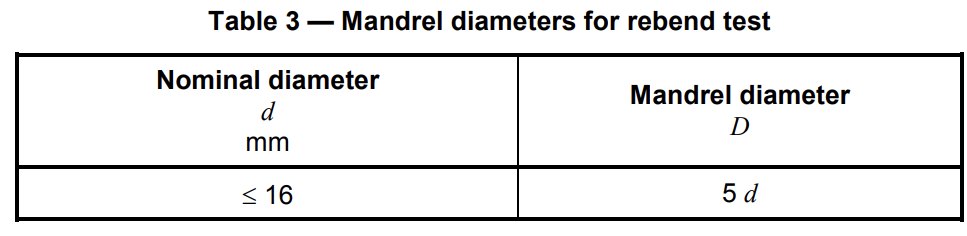
To demonstrate the bend performance, the rebend test shall be carried out according to DIN EN ISO 15630-1 for diameters up to d = 32 mm.
Bend the test pieces through an angle of at least 90° around a mandrel with a diameter as specified in
Table 3, age the test pieces (see DIN 488-6:2009-08, Table 21) and rebend them after cooling in still air to
room temperature of at least 20° C.
For diameters d = 40 mm, carry out a bend test with a mandrel diameter D = 6 d and a minimum angle of 90° according to DIN EN ISO 15630-1.
After the test, the test piece shall show no sign of fracture or cracks visible to a person with normal or
corrected vision.
DIN 488-3
7.3.4 Bend performance
To demonstrate the bend performance, the re-bend test shall be carried out according to DIN EN ISO 15630-1.
Bend the test pieces through an angle of at least 90° around a mandrel with a diameter D as specified in
Table 3, age the test pieces (see DIN 488-6:2009-08, Table 21) and re-bend them after cooling in still air to
room temperature of at least 20° C.
After the test, the test piece shall show no sign of fracture or cracks visible to a person of normal or corrected vision.
DIN EN ISO 7438
4 Test equipment
4.1 General
The bend test shall be carried out in testing machines or presses equipped with the following devices:
a) bending device with two supports and a former as shown in Figure 1;
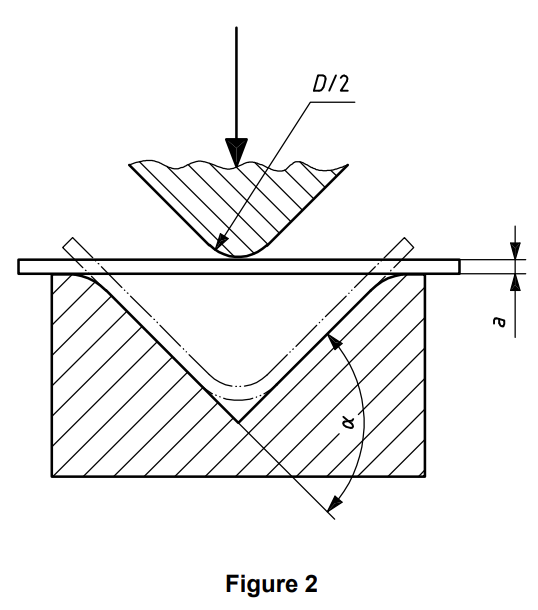
b) bending device with a V-block and a former as shown in Figure 2;
c) bending device with a clamp as shown in Figure 3.
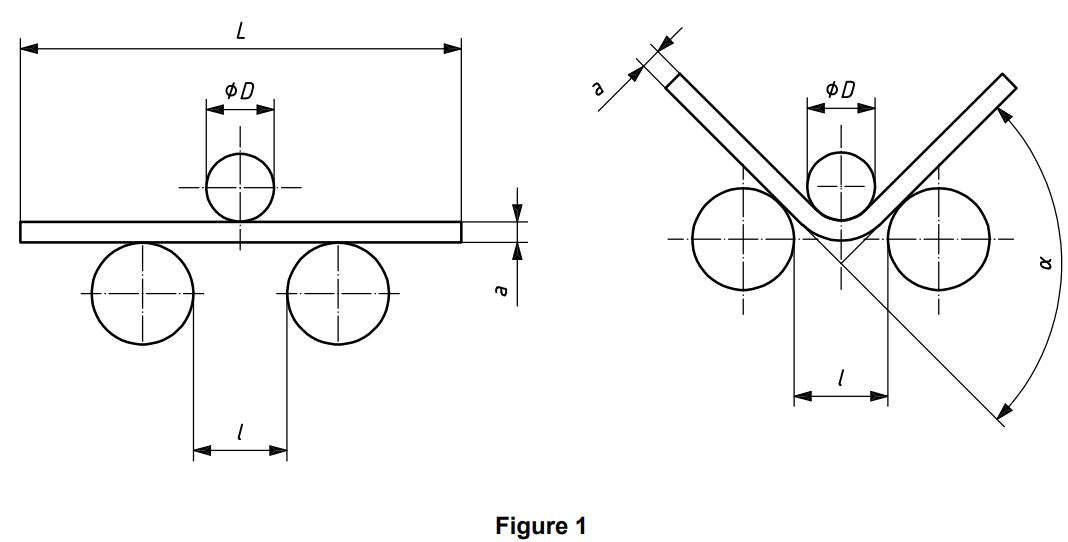
4.2 Bending device with supports and a former
. . The length of the supports and the width of the former shall be greater than the width or diameter of
the test piece. The diameter of the former is determined by the product standard. The test piece supports and the former shall be of sufficient hardness (see Figure 1).
. . Unless otherwise specified, the distance between the supports, l, shall be:

and shall not change during the bend test.
4.3 Bending device with a V-block
The tapered surfaces of the V-block shall form an angle of 180° – alfa (see Figure 2). The angle is specified in the relevant standard.
The edges of the V-block shall have a radius between 1 to 10 times the thickness of the test piece and shall be of sufficient hardness.
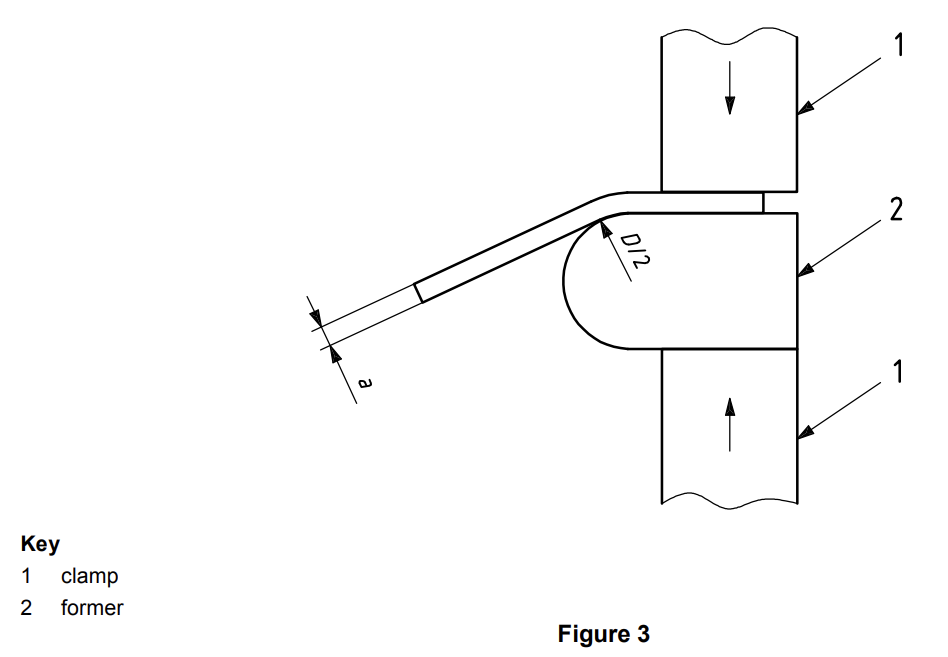
4.4 Bending device with a clamp
The device consists of a clamp and a former of sufficient hardness; it may be equipped with a lever for
applying force to the test piece (see Figure 3).
Because the position of the left face of the clamp could influence the test results, the left face of the clamp (as shown in Figure 3) should not reach up to or beyond the vertical line through the centre of the circular former shape.
DIN EN ISO 15630-1
6 Bend test
6.1 Test piece
The general provisions in Clause 4 apply.
6.2 Test equipment
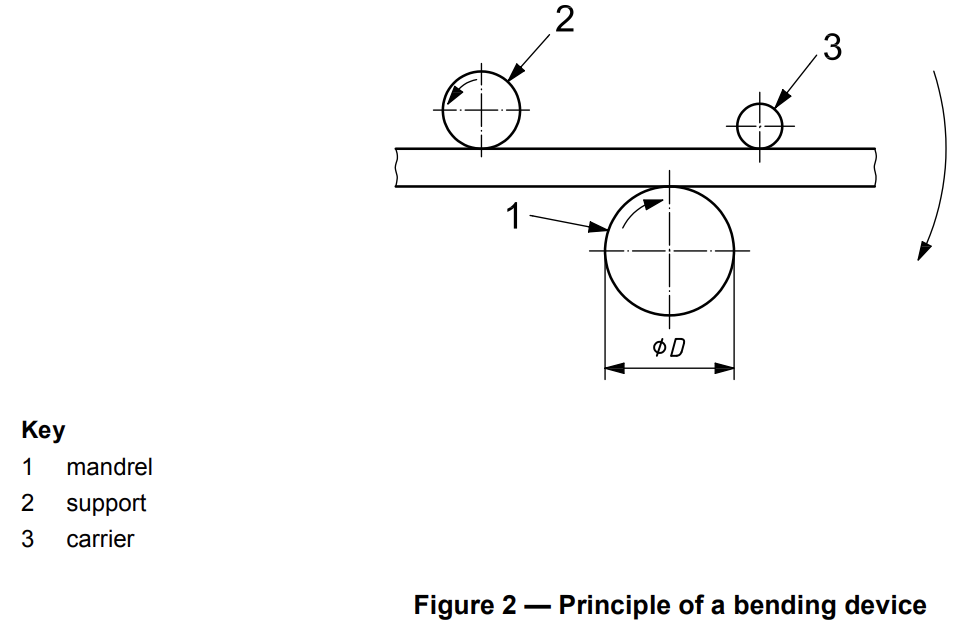
6.2.1 A bending device, the principle of which is shown in Figure 2, shall be used.
NOTE Figure 2 shows a configuration where the mandrel and support rotate and the carrier is locked. It is also possible that the carrier rotates and the support or mandrel is locked.
6.2.2 The bend test may also be carried out by using a device with supports and a mandrel (e.g. see ISO 7438).
6.3 Test procedure
The bend test shall be carried out at a temperature between 10 °C and 35 °C, unless otherwise agreed by the parties involved.
For testing at a low temperature, if the agreement does not specify all the testing conditions, a deviation of ±2 °C on the agreed temperature should be applied. The test piece should be immersed in the cooling
medium for a sufficient time to ensure that the required temperature is reached throughout the test piece (for example, at least 10 min in a liquid medium or at least 30 min in a gaseous medium). The bend test should start within 5 s from removal from the medium. The transfer device should be designed and used in such a way that the temperature of the test piece is maintained within the temperature range.
The test piece shall be bent over a mandrel.
The angle of bend (γ) and the diameter of the mandrel (D) shall be in accordance with the relevant product standard.
7 Rebend test
7.1 Test piece
The general provisions given in Clause 4 apply.
7.2 Test equipment
7.2.1 Bending device
A bending device as specified in 6.2 shall be used.
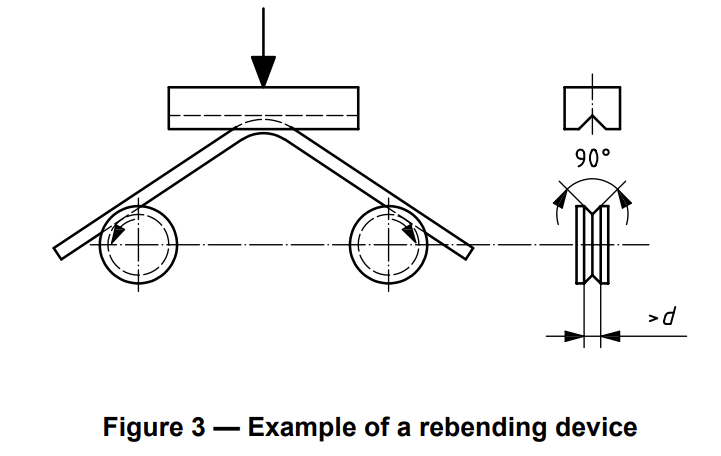
7.2.2 Rebending device
Rebending can be performed on a bending device as shown in Figure 2. An example of an alternative
rebending device is shown in Figure 3.
7.3 Test procedure
7.3.1 General
The test procedure consists of three steps:
a) bending;
b) artificial ageing;
c) rebending.
The test procedure is illustrated in Figure 4.
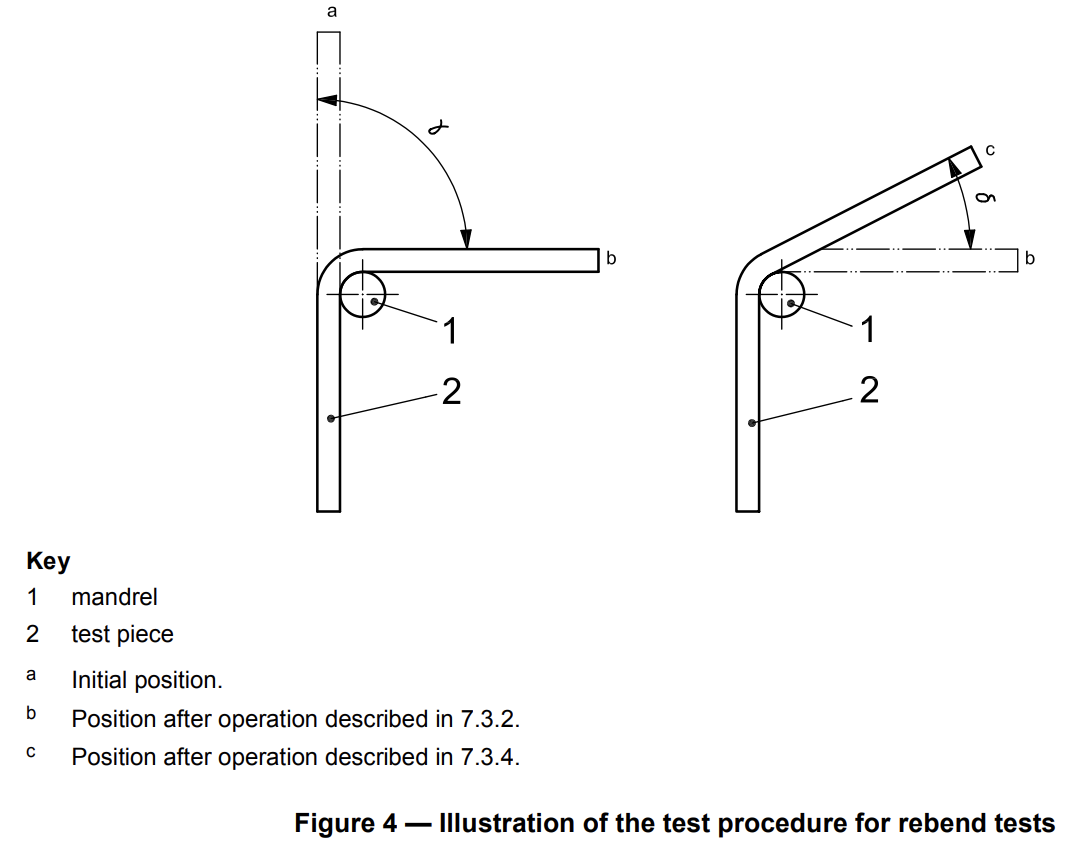
7.3.2 Bending
Bending shall be performed at a temperature between 10 °C and 35 °C. The test piece shall be bent over a
mandrel.
The angle of bend (γ) and diameter of mandrel (D) shall be in accordance with the relevant product standard.
The test piece shall be carefully inspected for cracks and fissures visible to a person with normal or corrected vision.
7.3.3 Artificial ageing
The temperature and time of artificial ageing shall be in accordance with the relevant product standard.
If the product standard does not specify any ageing treatment, the conditions specified in Clause 4 should be applied.
7.3.4 Rebending
After free cooling in still air to a temperature between 10 °C and 35 °C, the test piece shall be bent back by a specified angle (δ) in accordance with the relevant product standard.